
机械工程专业英语
编著:余兴波姜波任婷电子课件制作:孙博
Unit 1Text1: Heat Treatment of Steel
We can alter the characteristics of steel in various ways. In the first place,steel which contains very little carbon will be milder than steel whichcontainsahigher percentage of carbon, up to the limit of about 1.5%[3].Secondly, wecanheat the steel above a certain critical temperature, and then allowit tocool atdif erent rates. At this critical temperature, changes begin to take placeinthemolecular structure of the metal. In the process known as annealing, weheatthesteel above the critical temperature and permit it to cool very slowly. Thiscausesthe metal to become softer than before, and much easier to machine. Annealinghas a second advantage. It helps to relieve any internal stresses whichexist inthemetal. These stresses are liable to occur through hammering or workingthemetal,or through rapid cooling. Metal which we cause to cool rapidly contractsmorerapidly on the outside than on the inside. This produces unequal contractions,
which may distortion or cracking. Metal which cools slowly is less liabletohavethese internal stresses than metal which cools quickly.
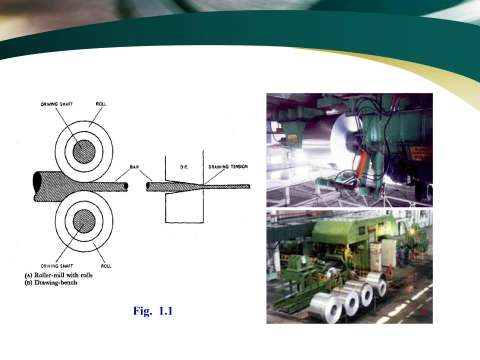
On the other hand, we can make steel harder by rapid cooling. We heat it upbeyondthe critical temperature, and then quench it in water or some other liquid. Therapidtemperature drop fixes the structural change in the steel which occurredat thecriticaltemperature, and makes it very hard. But a bar of this hardened steel is moreliabletofracture than normal steel. We therefore heat it again to a temperature belowthecriticaltemperature, and cool it slowly. This treatment is called tempering. It helps torelievetheinternal stresses, and makes the steel less brittle than before. The propertiesoftemperedsteel enable us to use it in the manufacture of tools which need a fairly hardsteel.Highcarbon steel is harder than tempered steel, but it is much more dif icult towork.These heat treatments take place during the various shaping operations.Wecanobtain bars and sheets of steel by rolling the metal through huge rolls inarolling-mill. The roll pressures must be much greater for cold rolling thanfor hot rolling,but cold rolling enables the operators to produce rolls of great accuracyanduniformity, and with a better surface finish [4]. Other shaping operations includedrawing into wire, casting in moulds, and forging.
Fig. 1.1