


























复合材料科学与工程
的影响ꎮ Momon 等[8]研究了 C/ SiC 复合材料在 700~
1 200 ℃环境静态与疲劳载荷下的损伤过程ꎬ采用无
监督分类方法区分了几种损伤机制产生的 AE 信
号ꎬ并开发了一种监督分类方法ꎬ可以在线实时识别
损伤机制ꎮ
不同表征手段均有各自的短板ꎬ一些学者将几种
表征手段相结合应用于材料的损伤失效分析ꎮ Whitlow
等[9]利用 AE 和数字图像相关(DIC)原位监测 SiC/ SiC
复合材料在拉伸载荷下的损伤过程ꎮ Maillet 等[10]
将原位 CT 与 AE 相结合ꎬ研究了 SiC/ SiC 复合材料室
温面内拉伸与弯曲载荷下的力学行为ꎬ从微观形貌
中获得了两种关键损伤模式的起始和进展的详细表
征ꎬ并直接观察到了损伤与 AE 信号间的关系ꎮ
研究者们对超高温复合材料损伤失效的表征与
分析已开展了相关工作[11-15]
ꎬ但研究方向主要集中
于拉伸载荷下的损伤分析ꎬ对材料在压缩载荷下的
试验方法与损伤失效分析研究较少ꎮ 本文以 2? 5D-
C / C 复合材料为研究对象ꎬ对三种构型试样开展常
温压缩试验ꎬ试验过程中在线监测 AE 信号ꎬ通过对
试验结果的分析评价ꎬ比较得到更适合的试样构型ꎬ
应用声发射参数分析法与聚类分析法确定材料压缩
过程的损伤模式ꎬ结合断口 SEM 微观表征ꎬ揭示材
料损伤演化过程ꎮ
1 试验方法
1? 1 材料与构型
本文研究的 2? 5D-C / C 复合材料由中南大学提
供ꎬ是采用无纬布/ 网胎为铺层结构单元的针刺整体
毡为增强体ꎬ依次利用化学气相沉积和浸渍/ 碳化工
艺分别引入热解碳基体和树脂碳基体ꎬ最终通过高
温处理得到的ꎮ 其中ꎬ碳纤维预制体是以一层 T700
12K PANCF 无纬布与一层 T700 12K PANCF 网胎ꎬ
以 1? x+1? y 方式连续针刺而成ꎬ无纬布为 0/ 90°铺层ꎬ
体积密度为 0? 55~0? 60 g / cm
3
ꎮ 所制备的 C / C 复合
材料试验件体积密度为(1? 78±0? 05) g / cm
3
ꎬ由碳纤
维、热解碳和树脂碳组成ꎬ三种不同形式的碳理论体
积分数分别约为 31%、51%和 17% (理论孔隙率为
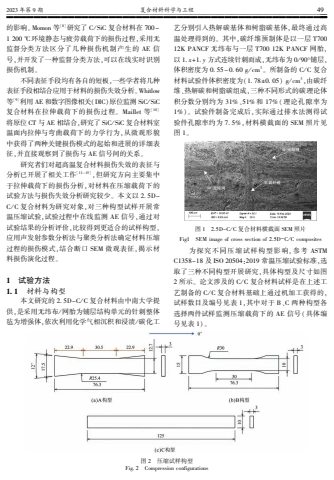
1%)ꎮ 试验件制备完成后ꎬ实际通过排水法测得试
验件孔隙率约为 7? 5%ꎬ材料横截面的 SEM 照片见
图 1ꎮ
图 1 2.5D-C/ C 复合材料横截面 SEM 照片
Fig1 SEM image of cross section of 2.5D-C/ C composites
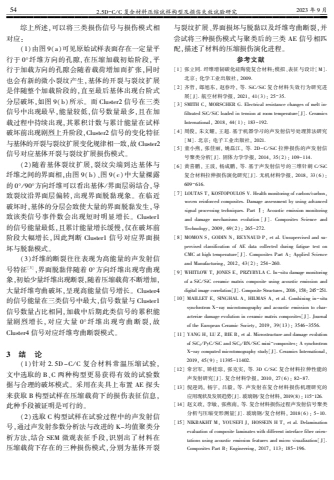
为探究不同压缩试样构型影响ꎬ参考 ASTM
C1358-18 及 ISO 20504:2019 常温压缩试验标准ꎬ选
取了三种不同构型开展研究ꎬ具体构型及尺寸如图
2 所示ꎮ 论文涉及的 C / C 复合材料试样是在上述工
艺制备的 C / C 复合材料基础上通过机加工获得的ꎬ
试样数目及编号见表 1ꎬ其中对于 B、C 两种构型各
选择两件试样监测压缩载荷下的 AE 信号(具体编
号见表 1)ꎮ
图 2 压缩试样构型
Fig? 2 Compression configurations
2023 年第 9 期 49
???????????????????????????????????????????????
2.5D-C/ C 复合材料压缩试样构型及损伤失效试验研究
表 1 压缩试样编号
Table 1 Compression sample number
构型 编号 数量/ 件 声发射监测
A A-YS-CC-1-5 5 -
B B-YS-CC-1-5 5 B-YS-CC-4、B-YS-CC-5
C C-YS-CC-1-5 5 C-YS-CC-4、C-YS-CC-5
1? 2 试验过程
常温单调压缩试验采用位移控制加载ꎬ加载速
率为 0? 5 mm / minꎮ 试验全程采集载荷和应变数据ꎮ
对于 A、B 构型试样ꎬ采用 L 形夹具ꎬ并将其安装于
试验机上下压缩平台中央位置加载ꎻC 构型试样采
用液压夹头夹持加载ꎬ并在试样夹持端包裹砂纸以
减小夹持部位应力集中ꎬ更易获得有效破坏模式ꎮ
使用 PCI 型声发射系统对试样进行全程实时监
测ꎬ探头型号为 NANO30ꎬ前置放大器增益为 40 dBꎬ
带通滤波为 100~750 kHzꎬ采样频率设置为 2 MHzꎬ
B 构型试样门槛值设置为 50 dBꎬC 构型试样门槛值
设置为 60 dBꎮ 对于 B 构型试样ꎬ声发射探头直接
粘贴于夹具表面ꎬ由于探头没有粘贴于试样表面ꎬ因
此声发射信号在试样和夹具之间的传递和衰减需要
进行测试ꎬ通过断铅模拟声发射源的方式在试样和
夹具表面进行多次测试ꎬ观察到声发射信号从试样
到夹具的幅值衰减小于 3 dBꎬ证明该种测试方案切
实可行ꎮ B、C 构型试样应变片及 AE 探头安装位置
如图 3 所示ꎮ
图 3 B、C 构型试样应变片及 AE 探头安装位置
Fig? 3 Strain gauge and AE probe installation position
of Bꎬ C configuration sample
1? 3 测试表征
压缩试验过程中ꎬ采用单探头采集到加载过程
中一系列声发射信号波形ꎬ根据波形可以得到幅值、
能量、上升时间、计数、持续时间、平均频率、中心频
率等简化波形参数ꎮ 各个参数之间存在一定的相关
性ꎬ需要对数据进行降维处理ꎬ通过主成分分析技术
(PCA)ꎬ可以有效地降低数据维度ꎬ新变量能够反映
原始数据的大部分信息ꎬ且所含信息不重叠ꎮ
根据主成分将声发射信号数据进行聚类ꎬ研究
2? 5D-C / C 复合材料在压缩载荷下的损伤模式ꎮ 聚
类分析属于无监督学习ꎬ分类标准和类别数目不是
事先确定的ꎬ使用改进的 K-均值聚类算法ꎬ对降维
后的样本数据聚类ꎮ 使用误差平方和 SSE 函数作为
类别数目 K 的选取依据:
SSE =∑
k
i = 1
∑p∈Ci
p - mi
2
(1)
式中:Ci为第 i 个簇ꎻp 为 Ci中的样本点ꎻmi为 Ci的质
心ꎮ 对聚类后的 AE 信号进行特征参数分析ꎬ并结
合断口微观形貌识别损伤模式ꎬ分析损伤演化进程ꎮ
2 结果与讨论
2? 1 不同构型试样基本力学性能
试验测得 2? 5D-C / C 复合材料三种构型压缩试
验应力-应变曲线ꎬ见图 4(a)至图 4( c)ꎬ试验曲线
在整个加载过程中近似表现为双线性阶段ꎬ在临近
破坏阶段表现出短暂的非线性ꎮ 表 2 为三种构型复
合材料基本力学性能测试结果ꎮ 试样典型破坏模式
见图 4(d)ꎮ 测试结果表明:A 构型试样的压缩强度
平均值为 121? 33 MPaꎬ其中三件试样的断口位置位
于端头与工作区交界处应力集中部位ꎬ此种构型试
样易于在应力集中部位提前发生破坏ꎬ从而导致压
缩强度值在三种构型中最低ꎻB 构型试样的压缩强
度平均值为 160? 90 MPaꎬ5 件试样全部获得有效破
坏模式ꎬ为工作段中间的穿透厚度破坏ꎬ此种构型在
端头与工作区圆滑过渡ꎬ不存在明显的应力集中部
位ꎬ且工作部位获得夹具有效支撑ꎬ因此压缩强度值
在三种构型中最高ꎻC 构型试样的压缩强度平均值
为 130? 00 MPaꎬ5 件试样全部获得有效破坏模式ꎬ为
工作段穿透厚度破坏ꎬ而此种构型测得的压缩强度
较 B 构型压缩强度偏低ꎬ分析原因可能是试验中布
置了 AE 传感器与应变片ꎬ导致试样在夹块中夹持
区域较短ꎬ使试样无支持段增加ꎬ在压缩过程中受弯
曲耦合力影响更大ꎬ推荐采用此种构型测试时ꎬ夹块
夹持区尺寸应尽可能大ꎬ且试样可粘贴铝合金加强
片以对工作区部位提供一定支持ꎮ
50 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
(a)A 构型
(a)Configuration A
(b)B 构型
(b)Configuration B
(c)C 构型
(c)Configuration C
(d)破坏模式
(d)Damage modes
图 4 三种构型试样应力-应变曲线与典型破坏模式
Fig? 4 Stress-strain curves and typical failure modes
of samples with three configurations
表 2 三种构型试样基本力学性能测试结果
Table 2 Basic mechanical properties of
samples with three configurations
A
压缩
强度
/ MPa
弹性
模量
/ GPa
B
压缩
强度
/ MPa
弹性
模量
/ GPa
C
压缩
强度
/ MPa
弹性
模量
/ GPa
平均值 121.33 48.01 160.90 49.10 130.00 50.45
标准差 4.49 10.86 13.00 5.21 11.16 6.47
变异系数/ % 3.7 22.6 8.0 10.6 8.5 12.8
对试样应变结果进行分析发现ꎬ部分试样两侧
应变数据相差较大ꎬ这也导致了同一构型试样模量
的分散性变大ꎬ原因可能是应变片粘贴位置并未覆
盖一个完整的单胞ꎬ导致两侧应变不一致ꎮ
综上所述ꎬ针对 2? 5D-C / C 复合材料压缩试验ꎬ
B、C 构型表现更优ꎬ可以获得有效的试验数据与破
坏模式ꎻ为保证应变测量准确度ꎬ选取 B、C 构型测
试时ꎬ应变片栅长应大于材料的一个单胞长度ꎬ而 C
构型试样也可采用引伸计(标距应大于材料的一个
单胞长度)或数字图像相关(DIC)测量压缩变形ꎮ
2? 2 声发射信号基本特征
选取 B-YS-CC-5、C-YS-CC-5 试样的 AE 信
号进行分析ꎮ 图 5 显示了压缩应力与 AE 信号幅值
随加载时间的变化ꎬ可以看出ꎬ在压缩加载过程中ꎬ
AE 事件数与幅值逐渐增长ꎬ在加载前期ꎬ事件数较
少ꎬ幅值较低ꎮ 图 5( a)中ꎬB 构型试样与夹具之间
的摩擦是前期 AE 信号的主要来源ꎬ加载稳定后ꎬ出
现 65 dB 以上信号ꎬ表明进入损伤累积阶段ꎬ加载至
25~ 30 s(压缩应力为 70 ~ 80 MPa)后ꎬ事件数明显
增多ꎬ并不断出现高幅值信号ꎬ直至试样断裂ꎮ 图 5
(b)中ꎬ加载初期已出现损伤信号ꎬ加载至 13 s 左右
时ꎬAE 信号幅值与事件数增长明显ꎮ
(a)B-YS-CC-5
2023 年第 9 期 51
???????????????????????????????????????????????
2.5D-C/ C 复合材料压缩试样构型及损伤失效试验研究
(b)C-YS-CC-5
图 5 压缩加载 AE 信号幅值分布
Fig? 5 Amplitude distribution of AE signal under compression load
图 6 为试样在压缩加载试验中 AE 信号累积计
数和累积能量特征ꎮ
(a)B-YS-CC-5
(b)C-YS-CC-5
图 6 压缩加载 AE 信号累积计数与累积能量特征
Fig? 6 Cumulative count and cumulative energy of AE
signal under compression load
从图 6 中可以看出ꎬAE 事件累积计数和累积能
量具有相同的变化规律ꎮ 图 6(a)中ꎬ试验加载前期ꎬ
信号累积计数和累积能量上升缓慢ꎬ试样出现轻微
损伤ꎬ加载至 25 ~ 30 s 时ꎬ二者上升速率加快ꎬ之后
进入快速增长阶段ꎬ说明试样内部损伤加剧ꎬ导致试
样最终破坏ꎮ 图 6(b)中ꎬ加载至 13 s 左右时ꎬ信号
累积计数和累积能量出现第一次明显增长ꎬ随后增长
平稳ꎬ加载至 23 s 左右时ꎬ出现第二次大幅增长ꎬ表
明有高能量损伤信号出现ꎬ损伤加剧ꎬ直至试样破坏ꎮ
2? 3 AE 信号聚类与损伤模式识别
本文重点对试样 C-YS-CC-5 的 AE 信号进行
分析ꎬ对每一个声发射事件选择 13 个信号特征参数
来表征ꎮ 由于各个参数的量纲不同ꎬ直接分析往往
会导致结果产生较大偏差ꎬ对 13 个特征参数预先进
行标准化变化ꎬ其次将归一化后的数据利用 Matlab
中的主成分分析函数实现数据降维ꎮ 根据图 7 显
示ꎬ前 4 个主成分的累积贡献率已达 80%ꎬ因此可以
用它们作为新参数ꎬ代替原来的 13 个参数ꎮ
图 7 AE 特征参数主成分贡献率
Fig? 7 Principal component contribution of
AE characteristic parameters
聚类类别数 k 采用 SSE 指标确定ꎬ当聚类数 k 取
4 时 SSE 指标达到拐点ꎬ选取 k = 4 进行 k-均值聚类
算法的迭代计算ꎬ聚类结果分为 Cluster1 至 Cluster4ꎬ
对每类信号事件数进行统计ꎬ发现 Cluster3 中事件数
仅为 7 个ꎬ判断为噪声信号ꎬ因此最终聚类数为 3 类ꎮ
表 3 统计了 3 类信号部分特征参数的平均值ꎮ 图 8 展
示了三类信号累积计数、累积能量随时间的变化曲线ꎮ
表 3 2.5D-C/ C 复合材料试样三类 AE 信号特征参数
Table 3 Three clusters of AE characteristic
parameters of 2.5D-C/ C composites
Cluster 能量
持续
时间
/ μs
上升
时间
/ μs
平均
频率
/ kHz
反算
频率
/ kHz
峰频
/ kHz
绝对
能量
事件
量
/ %
1 5.83 47.38 15.82 195.24 128.39 287.56 9 497.93 18.1
2 9.02 49.28 11.14 212.96 143.65 299.48 59 522.71 63.8
4 26.11 103.82 21.38 67.17 31.43 46.14 143 762.63 18.1
结合表 3 与图 8 分析可知ꎬCluster4 的信号持续
时间、上升时间最长ꎬ绝对能量最大ꎬ而平均频率、反
算频率与峰频最小ꎮ 由图 8 可见 Cluster4 的信号出
现较晚ꎬ前期信号事件数与能量增长非常缓慢ꎬ加载
52 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
至 23 s 左右时ꎬ其事件数增长加速ꎬ且累积能量呈现
爆炸式增长直至最终断裂ꎮ
(a)累积计数、应力 vs 时间
(a)Cumulative countꎬ stress vs time
(b)累积能量、应力 vs 时间
(b)Cumulative energyꎬ stress vs time
图 8 2.5D-C/ C 复合材料应力、累积计数
与累积能量 vs 时间曲线
Fig? 8 Stressꎬ cumulative count and cumulative energy vs
time curves of 2.5D-C/ C composites
Cluster2 的信号占比最大ꎬ其信号的绝对能量与
持续时间仅次于 Cluster4 信号的ꎬ而平均频率、反算
频率与峰频在三类信号中最大ꎮ此类信号是整个加载
过程中出现最早的一类信号ꎬ并且从加载开始到试样
断裂ꎬ其事件数一直居于首位ꎻ起初事件数不多且增
长也较为缓慢ꎬ进入第二阶段后ꎬ其事件数呈指数式
增加ꎬ在最终断裂附近出现事件数跳跃增长ꎮ
Cluster1 的信号绝对能量最低ꎬ其余几项参数位
于三类信号的中位ꎬ此类信号在试验过程中出现较
晚ꎬ初始阶段事件数增长一直很缓慢ꎬ在第二阶段事
件数大幅增长ꎬ接近试样断裂时累积事件数已超过
Cluster4 信号的事件数ꎮ
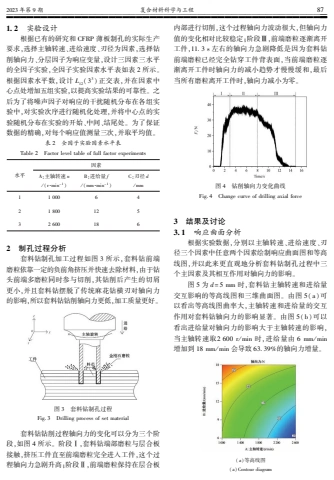
图 9 为 2? 5D-C / C 复合材料失效断口处典型破
坏的 SEM 照片ꎮ 从图 9(b)中可以明显发现试样断
口呈现阶梯状分层破坏ꎬ0°方向上纤维断裂裸露ꎬ
90°方向上纤维层出现了较明显的开散现象ꎮ 图 9(c)
为 0°、90°方向上纤维放大图ꎬ可见 90°方向上的每
根纤维都基本裸露出来ꎬ表明基体/ 界面层弱结合ꎬ
出现脱黏现象ꎮ 图 9(d)为对 0°纤维的局部放大ꎬ可
以看出纤维与界面层的脱黏现象ꎮ
(a)
(b)
(c)
(d)
图 9 试样原始表面及失效断口典型破坏 SEM 照片
Fig? 9 Typical SEM images of sample original surface
and failure fracture
2023 年第 9 期 53
???????????????????????????????????????????????
2.5D-C/ C 复合材料压缩试样构型及损伤失效试验研究
综上所述ꎬ可以将三类损伤信号与损伤模式相
对应:
(1)由图 9(a)可见原始试样表面存在一定量平
行于 0°纤维方向的孔隙ꎬ在压缩加载初始阶段ꎬ平
行于加载方向的孔隙会随着载荷增加而扩张ꎬ同时
也会有新的微小裂纹产生ꎬ基体的开裂与裂纹扩展
是伴随整个加载阶段的ꎬ直至最后基体出现台阶式
分层破坏ꎬ如图 9(b)所示ꎮ 而 Cluster2 信号在三类
信号中出现最早ꎬ能量较低ꎬ信号数量最多ꎬ且在加
载过程中持续出现ꎬ其累积计数与累计能量在试样
破坏前出现剧烈上升阶段ꎬCluster2 信号的变化特征
与基体的开裂与裂纹扩展变化规律相一致ꎬ故 Cluster2
信号对应基体开裂与裂纹扩展损伤模式ꎮ
(2)随着基体裂纹扩展ꎬ裂纹尖端到达基体与
纤维之间的界面相ꎬ由图 9(b)、图 9(c)中大量裸露
的 0°/ 90°方向纤维可以看出基体/ 界面层弱结合ꎬ导
致裂纹沿界面层偏转ꎬ出现界面脱黏现象ꎮ 在临近
破坏时ꎬ基体的分层会致使大量的界面脱黏发生ꎬ导
致该类信号事件数会出现短时明显增长ꎮ Cluster1
的信号能量最低ꎬ且累计能量增长缓慢ꎬ仅在破坏前
阶段大幅增长ꎬ因此判断 Cluster1 信号对应界面损
坏与脱黏模式ꎮ
(3)纤维的断裂往往表现为高能量的声发射信
号特征[3]
ꎬ界面脱黏伴随着 0°方向纤维出现弯曲现
象ꎬ初始少量纤维出现断裂ꎬ随着压缩载荷不断增加ꎬ
大量纤维弯曲破坏ꎬ呈现高能量信号增长ꎮ Cluster4
的信号能量在三类信号中最大ꎬ信号数量与 Cluster1
信号数量占比相同ꎬ加载中后期此类信号的累积能
量剧烈增长ꎬ对应大量 0° 纤维出现弯曲断裂ꎬ故
Cluster4 信号对应纤维弯曲断裂模式ꎮ
3 结 论
(1)针对 2? 5D-C / C 复合材料常温压缩试验ꎬ
文中选取的 B、C 两种构型更易获得有效的试验数
据与合理的破坏模式ꎮ 采用在夹具上布置 AE 探头
来获取 B 构型试样在压缩载荷下的损伤表征信息ꎬ
此种手段被证明是可行的ꎮ
(2)选取 C 构型试样在试验过程中的声发射信
号ꎬ通过声发射参数分析法与改进的 K-均值聚类分
析方法ꎬ结合 SEM 微观表征手段ꎬ识别出了材料在
压缩载荷下存在的三种损伤模式ꎬ分别为基体开裂
与裂纹扩展、界面损坏与脱黏以及纤维弯曲断裂ꎬ并
尝试将三种损伤模式与聚类后的三类 AE 信号相匹
配ꎬ描述了材料的压缩损伤演化进程ꎮ
参考文献
[1] 张立同. 纤维增韧碳化硅陶瓷复合材料:模拟、表征与设计[M].
北京: 化学工业出版社ꎬ 2009.
[2] 齐哲ꎬ 郎旭东ꎬ 赵春玲ꎬ 等. SiC/ SiC 复合材料失效行为研究进
展[J]. 航空材料学报ꎬ 2021ꎬ 41(3): 25-35.
[3] SMITH Cꎬ MORSCHER G. Electrical resistance changes of melt in ̄
filtrated SiC/ SiC loaded in tension at room temperature[J]. Ceramics
Internationalꎬ 2018ꎬ 44(1): 183-192.
[4] 周俊ꎬ 朱文耀ꎬ 王超. 基于机器学习的声发射信号处理算法研究
[M]. 北京: 电子工业出版社ꎬ 2021.
[5] 童小燕ꎬ 张佳丽ꎬ 姚磊江ꎬ 等. 2D-C/ SiC 拉伸损伤的声发射信
号聚类分析[J]. 固体力学学报ꎬ 2014ꎬ 35(2): 109-114.
[6] 黄喜鹏ꎬ 王波ꎬ 杨成鹏ꎬ 等. 基于声发射信号的三维针刺 C/ SiC
复合材料拉伸损伤演化研究[J]. 无机材料学报ꎬ 2018ꎬ 33(6):
609-616.
[7] LOUTAS Tꎬ KOSTOPOULOS V. Health monitoring of carbon /carbonꎬ
woven reinforced composites. Damage assessment by using advanced
signal processing techniques. Part Ⅰ: Acoustic emission monitoring
and damage mechanisms evolution [ J ]. Composites Science and
Technologyꎬ 2009ꎬ 69(2): 265-272.
[8] MOMON Sꎬ GODIN Nꎬ REYNAUD Pꎬ et al. Unsupervised and su ̄
pervised classification of AE data collected during fatigue test on
CMC at high temperature[ J]. Composites Part A: Applied Science
and Manufacturingꎬ 2012ꎬ 43(2): 254-260.
[9] WHITLOW Tꎬ JONES Eꎬ PRZYBYLA C. In-situ damage monitoring
of a SiC / SiC ceramic matrix composite using acoustic emission and
digital image correlation[J]. Composite Structuresꎬ 2016ꎬ 158: 245-251.
[10] MAILLET Eꎬ SINGHAL Aꎬ HILMAS Aꎬ et al. Combining in-situ
synchrotron X-ray microtomography and acoustic emission to char ̄
acterize damage evolution in ceramic matrix composites[J]. Journal
of the European Ceramic Societyꎬ 2019ꎬ 39(13): 3546-3556.
[11] YANG Hꎬ LU Zꎬ BIE Bꎬ et al. Microstructure and damage evolution
of SiCf
/ PyC/ SiC and SiCf
/ BN/ SiC mini-composites: A synchrotron
X-ray computed microtomography study[J]. Ceramics Internationalꎬ
2019ꎬ 45(9): 11395-11402.
[12] 常岩军ꎬ 矫桂琼ꎬ 张克实ꎬ 等. 3D C / SiC 复合材料拉伸性能的
声发射研究[J]. 复合材料学报ꎬ 2010ꎬ 27(6): 82-87.
[13] 倪迎鸽ꎬ 杨宇ꎬ 吕毅ꎬ 等. 声发射在复合材料损伤机理研究的
应用现状及发展趋势[J]. 玻璃钢/ 复合材料ꎬ 2019(8): 115-126.
[14] 赵文政ꎬ 李敏ꎬ 张燕南ꎬ 等. 复合材料损伤过程声发射信号聚类
分析与压缩变形测量[J]. 玻璃钢/ 复合材料ꎬ 2018(6): 5-10.
[15] NIKBAKHT Mꎬ YOUSEFI Jꎬ HOSSEIN H Tꎬ et al. Delamination
evaluation of composite laminates with different interface fiber orien ̄
tations using acoustic emission features and micro visualization[J].
Composites Part B: Engineeringꎬ 2017ꎬ 113: 185-196.
54 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
DOI:10? 19936 / j? cnki? 2096-8000? 20230928? 008
透波疏水涂层制备及性能研究
李怀富1
ꎬ 刘序旻2
ꎬ 王 智3
ꎬ 柴朋军1∗
(1? 北京玻钢院复合材料有限公司ꎬ 北京 102101ꎻ 2? 中国船舶工业集团公司第七○八研究所ꎬ 上海 201100ꎻ
3? 中北大学ꎬ 太原 030051)
摘要: 透波涂层作为天线罩最外层材料ꎬ不仅要对天线罩起到保护和美观的作用ꎬ还要能实现透波的电磁功能ꎮ 天线罩
表面涂覆疏水涂层能有效降低水滴在其表面黏附性ꎬ减少水滴对天线罩透波性能的影响ꎮ 本文通过在低介电的氟碳树脂涂层
中引入介孔二氧化硅粒子ꎬ构造了疏水表面ꎮ 研究结果表明:10wt%二氧化硅粒子涂层体系疏水角达到 129? 4°ꎻ同时ꎬ偶联剂
改性介孔二氧化硅粒子提高了粒子在溶液中的分散性ꎮ 对比研究涂层体系的耐冲击性能、铅笔硬度、附着力、介电性能、透波
性能ꎬ结果表明 10wt%改性介孔二氧化硅粒子涂层具有优异的综合性能ꎬ实现了天线罩涂层透波、疏水功能的一体化ꎮ
关键词: 天线罩ꎻ 透波ꎻ 疏水ꎻ 涂层ꎻ 介孔二氧化硅ꎻ 复合材料
中图分类号: TB332 文献标识码: A 文章编号: 2096-8000(2023)09-0055-06
Preparation and properties study of wave-transmitting and hydrophobic coatings
LI Huaifu
1
ꎬ LIU Xumin
2
ꎬ WANG Zhi
3
ꎬ CHAI Pengjun
1∗
(1? Beijing Composite Materials Co.ꎬ Ltd.ꎬ Beijing 102101ꎬ Chinaꎻ
2? No. 708 Research Institute of China Shipbuilding Industry Corporationꎬ Shanghai 201100ꎬ Chinaꎻ
3? North University of Chinaꎬ Taiyuan 030051ꎬ China)
Abstract:As the outermost material of the radomeꎬ the wave-transmitting coating not only protects and beauti ̄
fies the radomeꎬ but also realizes the electromagnetic function of wave-transmitting. The hydrophobic coating on the
surface of the radome can effectively reduce the adhesion of water droplets on its surface and reduce the influence of
water droplets on the wave transmission performance of the radome. In this paperꎬ a hydrophobic surface was con ̄
structed by incorporating mesoporous silica particles in a low-dielectric fluorocarbon resin coating. The research re ̄
sults show that the hydrophobic angle of the 10wt% silica particle coating system reaches 129? 4°. At the same timeꎬ
the modification of the mesoporous silica particles by the coupling agent improves the dispersibility of the particles in
solution. We comparatively studied the impact resistanceꎬ pencil hardnessꎬ adhesionꎬ dielectric propertiesꎬ wave
transmission properties of the coating systems. The results show that the coating ratio of modified 10wt% mesoporous
silica particles has excellent comprehensive properties and wave-transmitting propertiesꎬ and realizes the integration
of wave-transmission and hydrophobic function of the randome coatings.
Key words:radomeꎻ wave transparentꎻ hydrophobicꎻ coatingꎻ mesoporous SiO2 ꎻ composites
收稿日期: 2022-08-02
基金项目: 中国建材集团攻关专项 (2021YCJS02)
作者简介: 李怀富 (1985—)ꎬ 男ꎬ 硕士ꎬ 工程师ꎬ 主要研究方向为复合材料成型工艺/ 复合材料无损检测研究ꎮ
通讯作者: 柴朋军 (1975—)ꎬ 男ꎬ 硕士ꎬ 教授级高工ꎬ 主要研究方向为树脂基复合材料结构/ 功能设计与应用研究ꎬ cbrcpj@163? comꎮ
天线罩作为天线系统的保护罩ꎬ能保证天线系
统的可靠工作[1]
ꎮ 其中天线罩涂层不仅要对天线罩
起到保护和美观的作用ꎬ还要能实现透波功能[2-4]
ꎮ
目前ꎬ天线罩主要使用涂层防护技术ꎬ具有工艺简
单、适用性强的优点ꎮ 随着天线罩涂层防护技术的
发展ꎬ对涂层的功能性如隔热[5]
、抗静电[6]
、疏水[7]
等也有更多的需求ꎮ 研发天线罩的专用涂层ꎬ对实现
天线系统正常稳定传输、保护雷达天线罩具有十分
重要的意义ꎮ
在实际应用中ꎬ天线罩表面吸附水滴会影响天
线信号的传输ꎬ当雷达天线罩表面吸附水滴甚至形
成水膜时ꎬ将会大大降低天线罩的信号传输性能[8]
ꎮ
2023 年第 9 期 55
???????????????????????????????????????????????
透波疏水涂层制备及性能研究
为避免这种情况ꎬ需提高雷达天线罩表面的疏水性ꎮ
疏水涂层可以防止水滴在天线罩表面形成水膜ꎬ降
低雨水对天线信号传输的影响[9-11]
ꎮ 为保证雷达信
号的传输性能ꎬ要求疏水涂层本身具有较低的介电
常数ꎬ不会影响天线罩的透波性能ꎮ 因此ꎬ研究具有
优异疏水性能、低介电常数的天线罩透波专用涂层
具有重要意义ꎮ
通常使用液体在固体表面铺展的角度即接触角
θ 为衡量疏水性能的标准ꎬ0°<θ<90°为亲水态ꎬ表面
易被润湿ꎻ90°<θ<180°为疏水态ꎬ表面不易被润湿ꎮ
涂层疏水性能与涂层材料表面能和表面微观粗糙度
有关[12]
ꎮ 构建疏水表面可以从两方面入手ꎬ一是降
低涂层材料本身的表面能ꎬ根据杨氏方程可得:
γ
sg - γ
sl = γ
lg
cos θ (1)
式中:γ
sg为固气表面张力ꎻγ
sl为固液表面张力ꎻγ
lg为
气液表面张力ꎮ 涂层表面能越大ꎬ表面张力越大ꎬ表
面越难以被润湿ꎬ接触角越大[7]
ꎮ 二是构造粗糙微
观表面ꎬ微观的粗糙表面有助于疏水角的提高[13]
ꎮ
从树脂基体选材角度出发ꎬ由于氟碳树脂含有极性
较大的氟元素ꎬ表面能较高ꎬ具有较低的介电常数以
及优良的耐候性能和力学性能ꎬ常被用于天线罩涂
层体系ꎮ但纯氟碳树脂涂层的水接触角通常小于95°ꎬ
不能有效降低水滴在涂层上的黏附性[14]
ꎮ 从构造
微观粗糙表面角度出发ꎬ添加微纳米粒子改性树脂
可以形成微观粗糙表面ꎬ有效提高树脂体系的疏水
性能[15]
ꎮ Kapridaki 等[16]利用纳米无机粒子如二氧
化钛(TiO2 )、二氧化硅(SiO2 )ꎬ与聚二甲基硅氧烷共
混ꎬ制备了一种透明的纳米复合疏水涂层ꎮ Zhou 等[17]
利用改性纳米 TiO2和聚四氟乙烯微球掺杂氟碳树脂
制备了具备光催化自清洁性能的疏水复合涂层ꎮ 王
巧玲[7]将氟化改性后的微米硅藻土(F-DE)和纳米
F-SiO2级颗粒与低表面能树脂混合制备了性能优良
的耐磨超疏水天线罩涂层ꎮ 上述方法中多为研究涂
层的疏水性能ꎬ缺乏对涂层电性能方面的表征ꎮ 本
文为提高树脂涂层的疏水性能ꎬ将改性介孔二氧化
硅粒子添加到氟碳树脂中成功制备了一种适用于天
线罩的透波疏水涂层ꎬ并对比研究了涂层体系的疏
水性能、冲击性能、铅笔硬度、附着力、介电性能和透
波性能ꎮ
1 试验部分
1? 1 主要试验材料
本文所使用的试验原材料见表 1ꎮ
表 1 试验材料
Table 1 Test material
序号 原材料 规格型号 厂家
1 氟碳树脂 FHC901 青岛海洋化工研究院
2 介孔二氧化硅 SBA-15 先丰纳米
3
γ ―氨丙基三乙氧基硅烷
(KH-550)
分析纯 阿拉丁生化科技有限公司
4 去离子水 - 实验室自制
5 无水乙醇 分析纯 天津大茂化学试剂厂
1? 2 介孔二氧化硅的改性
介孔二氧化硅粒子型号为 SBA-15ꎬ孔径为 6 ~
11 nmꎬBET 比表面积为 550 ~ 600 m
2
/ gꎮ 介孔二氧
化硅作为一种无机纳米粒子ꎬ表面有较多亲水的
Si—OH 基团ꎬ不利于其在树脂内的均匀分散ꎬ容易
团聚形成缺陷ꎬ不仅不利于疏水表面的构造ꎬ而且还
会降低涂层的力学性能ꎮ 因此ꎬ需要对介孔二氧化
硅粒子进行表面改性ꎮ
首先将 KH-550 进行水解ꎬ将 10 g KH-550、10 g
去离子水和 80 g 无水乙醇放入三口烧瓶ꎬ在室温下
搅拌水解 2 hꎮ 然后配置 15 g 二氧化硅、75 g 无水
乙醇和 25 g 去离子水的混合溶液ꎬ搅拌均匀后加入
12 g 水解后的 KH-550 溶液ꎬ在 80 ℃ 下反应 2 hꎮ
反应结束后分别用去离子水和无水乙醇洗涤数次ꎬ
在 65 ℃下真空干燥ꎬ研磨密封备用ꎮ
1? 3 涂层的制备
将上述改性的二氧化硅和未改性的二氧化硅分
别配置质量分数为 5wt%、10wt%、15wt%的二氧化硅
乙酸乙酯溶液各 50 mLꎬ超声 30 minꎬ然后在溶液中
加入 500 g 比例为 10 ∶ 1? 2 的氟碳树脂和固化剂ꎬ继续
超声分散 30 min 得到液体涂料ꎮ 氟碳树脂涂料、添
加量为 Xwt%的未改性二氧化硅和改性二氧化硅涂
料分别记作 FR、X-SiO2
-FR 和 X-改性 SiO2
-FRꎮ
将制备好的涂料倒入喷枪中ꎬ待气流均匀时喷
涂在基材上ꎮ 然后在室温下放置 10 hꎬ待溶剂挥发
后ꎬ在 70 ℃下固化 2 hꎮ
1? 4 浇注体的制备
将上述配好的涂料在室温下进行敞口搅拌ꎬ直
至溶剂大部分挥发出去后倒入模具ꎬ再用真空烘箱
将溶剂全部除去ꎮ 然后在 70 ℃ 下固化 2 hꎬ并将固
56 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
化完全的浇注体打磨为介电性能测试的标准样品ꎮ
1? 5 表 征
1? 5? 1 介孔二氧化硅粒子结构表征
采用 Thermo Science 公司的 NICOLET iS10 傅
里叶变换红外光谱仪对比介孔二氧化硅改性前后红
外光谱的变化ꎮ
1? 5? 2 涂层疏水性能测试
测试采用 JC2000D7M 型接触角分析仪ꎬ在样品
表面滴加 2 μL 蒸馏水ꎬ测试表征静态接触角(CA)
作为衡量疏水性能的标准ꎬ在每个二氧化硅涂层样
品表面选取 3~5 个不同位置作为测试点ꎬ测试结果
取平均值ꎮ
1? 5? 3 涂层附着力测试
涂层的附着结合性能采用划格法表征[18]
ꎬ测试
方法参照 GB / T 9286—1998ꎮ 测试结果参照 GB / T
9286—1998 进行评定ꎬ0 级为附着力最好ꎬ从 0 级到
5 级性能逐渐下降ꎮ
1? 5? 4 涂层耐冲击性能测试
参照 GB / T 1732—1993 耐冲击测试方法表征涂
层抗冲击性能ꎮ 将疏水涂层漆膜面朝上ꎬ平放于仪
器下部的测试位置上ꎬ将1 000 g 的重锤提升到测试
所需的高度ꎬ使重锤自由下落砸在疏水涂层上ꎮ 观
察被冲击处漆膜裂纹、皱皮及剥落等现象ꎮ
1? 5? 5 涂层硬度测试
参照 GB / T 6739—2006 铅笔硬度判定标准表征
涂层硬度ꎮ 将铅笔的一端削去表面ꎬ留下完整的光
滑圆柱形铅笔笔芯ꎻ然后在砂纸上垂直地将铅笔芯
尖端磨平ꎬ获得一个平整光滑的圆形横截面ꎬ要求边
缘没有碎屑和缺口ꎮ 每次使用铅笔前都要重复这个
步骤ꎮ 固定样板ꎬ将铅笔插入仪器小车中ꎬ与涂层成
45°角ꎮ 当铅笔的尖端刚接触到涂层后立即推动仪
器小车ꎬ用 0? 5~1 mm / s 的速度朝前推动至少 7 mm
的距离ꎮ 观察疏水涂层表面是否出现划痕ꎬ如果未
出现划痕ꎬ更换较高硬度的铅笔在未进行过试验的
涂层表面重复试验ꎬ直到测试结果出现超过 3 mm
的划痕为止ꎻ如果出现划痕ꎬ更换硬度更低的铅笔在
未进行过试验的涂层表面重复试验ꎬ直到不再出现
超过 3 mm 的划痕为止ꎮ 刚好不出现超过 3 mm 划
痕的铅笔硬度即为涂层的铅笔硬度ꎮ
1? 5? 6 涂层介电性能测试
采用美国安捷伦矢量网络分析仪(E8363C) 进
行测试ꎬ介电性能测试采用波导法ꎬ在波导腔内插入
待测样品块ꎬ测试频段为 8? 2 ~ 12? 4 GHzꎬ试样尺寸
为 2 mm×10? 16 mm×22? 86 mmꎮ 通过矢量网络分析
仪测试可获得材料的介电常数 εꎮ
1? 5? 7 涂层透波性能测试
参照 GJB 7954—2012«雷达透波材料透波率测
试方法»ꎬ对喷涂改性涂料的样板进行了透波性能测
试(图 1)ꎬ采用聚焦透镜天线ꎬ将平板样件置于透镜
焦点ꎮ 天线在无罩时辐射的最大功率为 P0 ( kW)ꎬ
在有罩时远区场辐射的最大功率为 Pt(kW)ꎬ则透波
率 Tt为:
Tt
=
Pt
P0
× 100% (2)
图 1 透波测试
Fig? 1 Wave transmittance test
采用 2 块尺寸为 500 mm×500 mm 的复材基板
进行喷漆前后对比ꎬ试样表面粗糙度最大为 6? 4 μmꎬ
两表面平行度不大于 0? 2°ꎬ表面平面度不大于 0? 3 mmꎮ
2 结果及分析
2? 1 介孔二氧化硅的表面改性
无机物二氧化硅在乙酸乙酯有机溶剂中分散性
很差ꎬ其表面含有的—OH 会导致将二氧化硅作为
填料在涂料中使用时易发生沉降和团聚[19]
ꎮ 为此
使用 KH-550 对介孔二氧化硅的表面进行了改性处
理ꎬ接枝了有机官能团ꎬ改善了其在乙酸乙酯溶剂中
的分散性[20-21]
ꎮ 如图 2(a)所示ꎬ对比了改性前后的
介孔二氧化硅红外光谱图和其在树脂溶液中的分散
性ꎮ 1 150 cm
-1处为介孔二氧化硅的 Si—O—Si 弯
曲振动特征峰ꎬ2 850~2 950 cm
-1处为介孔二氧化硅
改性后—CH2基团的 C—H 伸缩振动峰[22]
ꎬ红外光
谱分析表明偶联剂 KH-550 有效接枝在介孔二氧化
硅表面ꎮ 分别取 5 mL 改性前后的介孔二氧化硅溶
液倒入玻璃瓶内ꎬ静置 60 min 后ꎬ观察对比液面的
分层情况ꎮ 未改性的介孔二氧化硅溶液可以明显看
2023 年第 9 期 57
???????????????????????????????????????????????
透波疏水涂层制备及性能研究
到分层情况ꎬ见图 2(b)中箭头处ꎬ说明未改性介孔
二氧化硅粒子更容易团聚ꎬ分散稳定性较差ꎻ相反ꎬ
改性的介孔二氧化硅溶液则没有分层现象ꎬ溶液较
稳定ꎬ分散效果好ꎮ KH-550 与二氧化硅表面—OH
反应ꎬ降低了粒子极性与表面能ꎬ增大了位阻效应ꎬ
减少了粒子团聚沉降ꎬ提高了介孔二氧化硅在溶液
中的分散性[23]
ꎬ有利于涂层喷涂工艺的实施ꎮ
(a)
(b)
图 2 (a)改性前后的介孔二氧化硅的红外光谱图ꎻ
(b)超声分散 15 min 后静置 60 min 时的照片
Fig? 2 (a) Infrared spectra of mesoporous silica before and
after modificationꎻ (b) the photo of ultrasonic dispersion
for 15 min and standing for 60 min
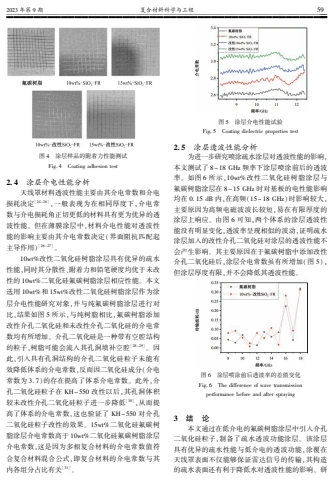
2? 2 涂层疏水性能分析
通过接触角测试表征了涂层疏水性能变化ꎮ 如
图 3 所示ꎬ随着介孔二氧化硅的添加量由 0wt%增加
到 15wt%ꎬ涂层接触角由 92? 7°逐步提高到 145? 9°ꎮ
这表明介孔二氧化硅的添加成功在涂层表面构造了
微观的粗糙结构ꎬ实现了涂层的疏水性能[12]
ꎮ 而在
介孔二氧化硅改性后ꎬ涂层接触角稍有降低ꎮ 这可
能是由于在 KH-550 接枝介孔二氧化硅的过程中ꎬ
部分 KH-550 在粒子的介孔内接枝[20-21]
ꎬ降低了介
孔粒子的比表面积ꎬ影响了疏水表面的构造ꎮ
图 3 涂层疏水性能测试
Fig? 3 Coating hydrophobicity test
2? 3 涂层综合性能分析
涂层的基本性能有附着力、抗冲击能力和硬度ꎬ
表征了涂层与基体的结合能力和涂层本身的力学强
度ꎮ 分别采用划格法、漆膜抗冲击试验和铅笔硬度
测试对其进行了测试ꎬ结果如表 2 所示ꎮ
表 2 涂层机械强度测试
Table 2 Coating mechanical properties test
样品 附着力/ 级 冲击值/ (kg?cm) 铅笔硬度/ H
氟碳树脂 0 98 6
10wt%-SiO2
-FR 1 98 2
15wt%-SiO2
-FR 1 98 2
10wt%-改性 SiO2
-FR 0 98 3
15wt%-改性 SiO2
-FR 0 98 3
纯树脂涂层的附着力达到了最高的 0 级ꎬ证明
纯树脂与金属基体有较高的结合力ꎻ硬度也达到了
铅笔测试的 6 H 等级ꎮ 在加入 10wt%、15wt%未改性
二氧化硅后ꎬ其附着力等级和硬度均有所下降ꎮ 未
改性的二氧化硅表面含有大量的羟基ꎬ强极性导致
其无法在纯树脂和有机溶剂中均匀分散ꎬ粒子会团
聚成大尺寸的团聚体ꎬ这些团聚体导致涂层形成小
的缺陷ꎬ降低了涂层的力学性能ꎮ 二氧化硅经过改
性后ꎬ表面接枝了—NH2 ꎬ使其不易团聚并改善了其
在有机溶剂和树脂中的分散性ꎮ 添加改性二氧化硅
的涂层附着力达到了 0 级ꎬ见图 4ꎬ硬度也提高为
3 H等级ꎮ 介孔二氧化硅的改性改善了粒子在树脂
中的分散性ꎬ增强了粒子与树脂之间的结合力ꎬ从而
提高了改性二氧化硅涂层的力学性能ꎮ 涂层的抗冲
击测试表明ꎬ添加介孔二氧化硅的涂层体系冲击值
为 98 kg?cmꎬ与纯树脂冲击值一致ꎮ
58 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
图 4 涂层样品的附着力性能测试
Fig? 4 Coating adhesion test
2? 4 涂层介电性能分析
天线罩材料透波性能主要由其介电常数和介电
损耗决定[24-26]
ꎬ一般表现为在相同厚度下ꎬ介电常
数与介电损耗角正切更低的材料具有更为优异的透
波性能ꎮ 但在薄膜涂层中ꎬ材料介电性能对透波性
能的影响主要由其介电常数决定(界面阻抗匹配起
主导作用)
[26-27]
ꎮ
10wt%改性二氧化硅树脂涂层具有优异的疏水
性能ꎬ同时其分散性、附着力和铅笔硬度均优于未改
性的 10wt%二氧化硅氟碳树脂涂层相应性能ꎮ 本文
选用 10wt%和 15wt%改性二氧化硅树脂涂层作为涂
层介电性能研究对象ꎬ并与纯氟碳树脂涂层进行对
比ꎬ结果如图 5 所示ꎬ与纯树脂相比ꎬ氟碳树脂添加
改性介孔二氧化硅和未改性介孔二氧化硅的介电常
数均有所增加ꎮ 介孔二氧化硅是一种带有空腔结构
的粒子ꎬ树脂可能会流入其孔洞填补空腔[28-29]
ꎮ 因
此ꎬ引入具有孔洞结构的介孔二氧化硅粒子未能有
效降低体系的介电常数ꎬ反而因二氧化硅成分(介电
常数为 3? 7)的存在提高了体系介电常数ꎮ 此外ꎬ介
孔二氧化硅粒子在 KH-550 改性以后ꎬ其孔洞体积
较未改性介孔二氧化硅粒子进一步降低[30]
ꎬ从而提
高了体系的介电常数ꎬ这也验证了 KH-550 对介孔
二氧化硅粒子改性的效果ꎮ 15wt%二氧化硅氟碳树
脂涂层介电常数高于 10wt%二氧化硅氟碳树脂涂层
介电常数ꎬ这是因为多相复合材料的介电常数值符
合复合材料混合公式ꎬ即复合材料的介电常数与其
内各组分占比有关[31]
ꎮ
图 5 涂层介电性能试验
Fig? 5 Coating dielectric properties test
2? 5 涂层透波性能分析
为进一步研究喷涂疏水涂层对透波性能的影响ꎬ
本文测试了 8~18 GHz 频率下涂层喷涂前后的透波
率ꎮ 如图 6 所示ꎬ10wt%改性二氧化硅树脂涂层与
氟碳树脂涂层在 8~15 GHz 时对基板的电性能影响
均在 0? 15 dB 内ꎬ在高频(15~ 18 GHz)时影响较大ꎬ
主要原因为高频电磁波波长较短ꎬ易在有限厚度的
涂层上响应ꎮ 由图 6 可知ꎬ两个体系的涂层透波性
能没有明显变化ꎬ透波率呈现相似的波动ꎬ证明疏水
涂层加入的改性介孔二氧化硅对涂层的透波性能不
会产生影响ꎮ 其主要原因在于氟碳树脂中添加改性
介孔二氧化硅后ꎬ涂层介电常数虽有所增加(图 5)ꎬ
但涂层厚度有限ꎬ并不会降低其透波性能ꎮ
图 6 涂层喷涂前后透波率的差值变化
Fig? 6 The difference of wave transmission
performance before and after spraying
3 结 论
本文通过在低介电的氟碳树脂涂层中引入介孔
二氧化硅粒子ꎬ制备了疏水透波功能涂层ꎮ 该涂层
具有优异的疏水性能与低介电的透波功能ꎬ涂覆在
天线罩表面不仅能够保证雷达信号的传输ꎬ其构造
的疏水表面还有利于降低水对透波性能的影响ꎮ 研
2023 年第 9 期 59
???????????????????????????????????????????????
透波疏水涂层制备及性能研究
究结果表明ꎬ改性介孔二氧化硅粒子在树脂中的分
散性优于未改性介孔二氧化硅粒子的分散性ꎮ 10wt%
改性二氧化硅树脂涂层具有优异的综合机械性能ꎬ其
附着力为 0 级ꎬ硬度为 3 H 等级ꎬ冲击值为 98 kg?cmꎬ
涂层体系疏水角达到 129? 4°ꎬ且其介电常数为 2? 8 ~
3? 0ꎬ插入损耗变化值小于 0? 35 dBꎮ 因此添加 10%
改性介孔二氧化硅粒子的涂层具有优异的综合性
能ꎬ实现了天线罩涂层透波、疏水功能的一体化ꎮ
参考文献
[1] 李建伟ꎬ 秦强强ꎬ 韩冰ꎬ 等. 大型天线罩的模态分析与实验验证
[J]. 复合材料科学与工程ꎬ 2022(1): 54-61.
[2] 李青ꎬ 车永星ꎬ 赵靖ꎬ 等. 石英纤维增强氰酸酯树脂选频透波性
能研究[J]. 复合材料科学与工程ꎬ 2020(12): 115-120.
[3] 韦鑫ꎬ 荆云娟ꎬ 尉寄望ꎬ 等. 连续纤维增强天线罩预制体技术进
展[J]. 棉纺织技术ꎬ 2022ꎬ 50(5): 81-84.
[4] 佟文清. 耐高温雷达天线罩上的树脂基复合材料应用[ J]. 电子
技术与软件工程ꎬ 2019(9): 87.
[5] 曾照勇ꎬ 夏红娟ꎬ 沈艳ꎬ 等. 薄壁结构有机复合材料天线罩隔热
涂层研究[J]. 制导与引信ꎬ 2016ꎬ 37(2): 28-32.
[6] 杨宗邦ꎬ 王宇. 雷达罩防雨蚀抗静电涂层修复工艺研究[ J]. 航
空维修与工程ꎬ 2015(8): 87-89.
[ 7] 王巧玲. 天线罩表面超疏水涂层的制备及性能研究[D]. 南京: 东
南大学ꎬ 2020.
[8] 佟文清ꎬ 曹立荣. 雷达薄壁天线罩的密封及防护[ J]. 电子工艺
技术ꎬ 2008ꎬ 29(4): 225-226ꎬ 230.
[9] BHUSHAN Bꎬ YONG C J. Natural and biomimetic artificial surfaces
for superhydrophobicityꎬ self-cleaningꎬ low adhesionꎬ and drag re ̄
duction[J]. Progress in Materials Scienceꎬ 2011ꎬ 56(1): 1-108.
[10] GUO Zꎬ LIU Wꎬ SU B L. Superhydrophobic surfaces: From natural
to biomimetic to functional[J]. Journal of Colloid and Interface Sci ̄
enceꎬ 2011ꎬ 353(2):335-355.
[11] 曹立荣. 雷达天线罩超疏水耐候表面研究[ J]. 电子工艺技术ꎬ
2016ꎬ 37(4): 239-242.
[12] HU Sꎬ VLADESCU S Cꎬ PUHAN Dꎬ et al. Bi-Gaussian stratified
theory to understand wettability on rough topographies[ J]. Surface
& Coatings Technologyꎬ 2019ꎬ 367: 271-277.
[13] 李海洋ꎬ 徐扬海ꎬ 刘东ꎬ 等. 超疏水氟硅涂层的制备及性能研
究[J]. 广东化工ꎬ 2013ꎬ 40(10): 10-11.
[14] 霍明亮ꎬ 申月英. 高频天线罩防油污涂层应用研究[J]. 涂料工
业ꎬ 2019ꎬ 49(8): 59-63.
[15] QI Cꎬ CHEN Hꎬ SUN Yꎬ et al. Facile preparation of robust su ̄
perhydrophobic surface based on multi: Cales nanoparticle[J]. Pol ̄
ymer Engineering and Scienceꎬ 2020ꎬ 60(8): 1785-1794.
[16] KAPRIDAKI Cꎬ MARAVELAKI-KALAITZAKI P. TiO2
-SiO2
-PDMS
nano-composite hydrophobic coating with self-cleaning properties
for marble protection[ J]. Progress in Organic Coatingsꎬ 2013ꎬ 76
(2-3): 400-410.
[17] ZHOU Yꎬ LI Mꎬ ZHONG Xꎬ et al. Hydrophobic composite coatings
with photocatalytic self-cleaning properties by micro /nanoparticles
mixed with fluorocarbon resin[ J]. Ceramics Internationalꎬ 2015ꎬ
41(4): 5341-5347.
[18] 杨剑宇. GFRP 用氟硅体系超疏水涂层的制备及其性能演变研
究[D]. 哈尔滨: 哈尔滨工业大学ꎬ 2018.
[19] 谭秀民ꎬ 冯安生ꎬ 赵恒勤. 硅烷偶联剂对纳米二氧化硅表面接
枝改性研究[J]. 中国粉体技术ꎬ 2011ꎬ 17(1): 14-17.
[ 20] 王平华ꎬ 严满清ꎬ 唐龙祥. 纳米粒子表面修饰与改性-SiO2纳米
粒子表面接枝聚合[J]. 高分子材料科学与工程ꎬ 2003(5): 183-
186.
[21] 章月芳ꎬ 杨晋涛ꎬ 黄凌琪ꎬ 等. 介孔二氧化硅粒子表面改性及
其在聚甲基丙烯酸甲酯超临界二氧化碳发泡中的应用[ J]. 高
分子材料科学与工程ꎬ 2015ꎬ 31(4): 127-132.
[22] 高正楠ꎬ 江小波ꎬ 郭锴. KH550 的水解工艺及其对 SiO2表面改
性的研究[J]. 北京化工大学学报(自然科学版)ꎬ 2012ꎬ 39(2):
7-12.
[23] 陈姚ꎬ 赵苗苗ꎬ 于欣伟ꎬ 等. KH570 改性纳米 SiO2的制备及应
用[J]. 电镀与涂饰ꎬ 2014ꎬ 33(18): 783-787.
[24] 万顺生ꎬ 郭静ꎬ 王文涛. 飞行器雷达天线罩透波性能研究与测
试[J]. 南京航空航天大学学报ꎬ 2009ꎬ 41(z2): 57-61.
[25] 贾蕾ꎬ 李高生ꎬ 曹群生ꎬ 等. 某型机载宽频带天线罩电气性能
的测试研究[J]. 微波学报ꎬ 2012ꎬ 28(4): 48-51ꎬ 56.
[26] 李高生ꎬ 明永晋. 天线罩等效传输线理论及应用[J]. 通信技术ꎬ
2014ꎬ 47(1): 7-12.
[27] 张强. 天线罩理论与设计方法[M]. 北京: 国防工业出版社ꎬ 2014.
[28] ZHI Wꎬ ZHU Hꎬ NI Cꎬ et al. Superhydrophobic surfaces with ex ̄
cellent abrasion resistance based on benzoxazine /mesoporous SiO2
[J]. Materials Lettersꎬ 2016ꎬ 186: 274-278.
[29] ZHI Wꎬ ZHU Hꎬ JING Hꎬ et al. Formation and mechanism of a su ̄
per-hydrophobic surface with wear and salt spray resistance [ J].
RSC Advancesꎬ 2017ꎬ 7(68): 43181-43185.
[30] 朱慧斌. 高性能苯并噁嗪超疏水复合材料制备与性能研究[D].
太原: 中北大学ꎬ 2018.
[31] 陈亚丽. SiO2
/ SiO2复合材料介电性能及数值模拟[D]. 秦皇岛:
燕山大学ꎬ 2006.
60 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
DOI:10? 19936 / j? cnki? 2096-8000? 20230928? 009
基于 PSO-BP 神经网络的玻璃钢管首层失效预测研究
李原昊1
ꎬ 胡少伟1∗
ꎬ 单常喜1
ꎬ 牟 钊1
ꎬ 潘福渠2
ꎬ 李 江3
(1? 重庆大学 土木工程学院ꎬ 重庆 400045ꎻ 2? 山东东信管道科技研究院有限公司ꎬ 聊城 252300ꎻ
3? 新疆水利水电规划设计管理局ꎬ 乌鲁木齐 830000)
摘要: 预测玻璃钢管的首层失效对保障其在水利输水工程的服役安全具有重要意义ꎮ 本文通过粒子群算法优化 BP 神经
网络(PSO-BP)实现对玻璃钢管在双轴应力下管道复合层首层失效的预测ꎬ并将 PSO-BP 模型预测结果通过试验数据进行验
证ꎮ 研究表明:PSO-BP 神经网络模型对玻璃钢管首层失效的平均预测准确率可达 85%以上ꎬ收敛速度及预测准确率较对照
BP 神经网络模型均存在优势ꎻ绘制的轴向应力与环向应力的双轴失效包络线显示出 PSO-BP 模型预测的失效包络线与试验
中测得的失效包络线十分接近ꎬ且预测失效包络线绝大部分位于试验失效包络线的内侧ꎬ故该模型是一种偏安全的预测模型ꎬ
可作为一种按规范鉴定玻璃钢管合格前的有效判断手段ꎮ
关键词: 玻璃钢管ꎻ PSO-BP 神经网络ꎻ 玻璃纤维ꎻ 复合管道ꎻ 管道失效
中图分类号: TB332 文献标识码: A 文章编号: 2096-8000(2023)09-0061-06
Research on first-ply failure prediction of fiberglass reinforced plastic pipes
based on PSO-BP neural network
LI Yuanhao
1
ꎬ HU Shaowei
1∗
ꎬ SHAN Changxi
1
ꎬ MU Zhao
1
ꎬ PAN Fuqu
2
ꎬ LI Jiang
3
(1? School of Civil Engineeringꎬ Chongqing Universityꎬ Chongqing 400045ꎬ Chinaꎻ
2? Shandong Dongxin Pipeline Technology Research Institute Co.ꎬ Ltd.ꎬ Liaocheng 252300ꎬ Chinaꎻ
3? Xinjiang Water Resources and Hydropower Planning and Design Administrationꎬ Urumqi 830000ꎬ China)
Abstract:Predicting the first-ply failure of fiberglass reinforced plastic (FRP) pipe is essential to ensure serv ̄
ice safety in water conveyance projects. In this researchꎬ a particle swarm algorithm optimized backpropagation neu ̄
ral network (PSO-BP) is used to predict the first-ply failure of FRP pipe under biaxial stress. Experimental data
verify the prediction results of the PSO-BP model as well. The results illustrated that the average prediction accura ̄
cy of the PSO-BP neural network model for the first-ply failure of the FRP pipe could reach more than 85%ꎬ which
has advantages over the control backpropagation neural network model regarding convergence and accuracy. The
plotted biaxial failure envelopes of axial and hoop stresses showed that the failure envelopes predicted by the PSO-
BP model are very close to the failure envelopes measured in the test. The predicted failure envelopes are primarily
located in the test failure envelopes. Most of the predicted failure envelope is located inside the test failure one.
Thereforeꎬ the model is a rational safety prediction modelꎬ which can be used as an effective approach to identify
FRP pipes before they are qualified according to the specification.
Key words:fiberglass reinforced plastic pipeꎻ particle swarm optimization backpropagation neural networkꎻ
glass fiberꎻ composite pipesꎻ pipe failure
收稿日期: 2022-08-01
基金项目: 重庆市自然科学基金创新群体科学基金项目 (cstc2020jcyj-cxttX0003)ꎻ 国家自然科学基金重点项目 (52130901ꎬ 51739008)ꎻ
重庆市技术创新与应用发展专项重点项目 (cstc2019jscx-gksbX0013)
作者简介: 李原昊 (1998—)ꎬ 男ꎬ 硕士研究生ꎬ 主要从事复合管道运行安全评价方面的研究ꎮ
通讯作者: 胡少伟 (1969—)ꎬ 男ꎬ 博士ꎬ 教授ꎬ 主要从事管道安全评价方面的研究ꎬ hushaowei@cqu? edu? cnꎮ
玻璃钢管具有轻质量、高耐压和内壁光滑等优
点ꎬ一经推出便得到广泛关注与应用ꎬ目前已被大量
应用于水利输水工程中[1]
ꎮ 在实际应用过程中ꎬ玻
璃钢管的破坏常表现为渗漏的首层失效和断裂的最
终失效ꎬ管道一旦发生破坏ꎬ就会造成巨大的环境破
坏和经济损失ꎬ因此管道首层失效预测对保障玻璃
2023 年第 9 期 61
???????????????????????????????????????????????
基于 PSO-BP 神经网络的玻璃钢管首层失效预测研究
钢管的安全服役具有重要意义[2]
ꎮ
国内外学者已对玻璃钢管力学特性进行了大量
研究ꎮ 倪爱清等[3]基于 Hoffman 复合材料失效准则ꎬ
对含玻璃钢管在内的六种复合管道在不同缠绕角度
下承受内压性能进行分析ꎬ结果表明玻璃钢管承受
内压的最佳缠绕角度为 45° ~ 55°ꎮ Farshad 等[4] 对
玻璃钢管在水环境下的长期性能进行了追踪ꎬ结果
表明经1 000 h 的试验管道强度约为其短期强度的
60%ꎮ ASTM D2992 提供了有效的玻璃钢管长期性
能预测方法ꎬ但该方法需要 14 个月周期才可完成ꎬ
部分厂商为此使用层间剪切应力(ILSS)测试和极限
弹性壁应力(UWES)测试进行代替检验ꎮ 研究表明
UWES 测试可以有效反应基体的横向开裂ꎬ复合层
首层失效(First Ply FailureꎬFPF)为判断玻璃钢管失
效的重要依据[5]
ꎮ 随着机器学习的兴起ꎬ大量学者
开始将神经网络应用于管道的失效预测ꎮ 喻西崇
等[6]利用 GA-BP 神经网络对腐蚀管道的失效压力
进行了预测ꎬ结果表明神经网络可作为一种较好的
方法进行剩余强度和最大输送压力的预测ꎮ 徐鲁帅
等[7]通过 DE-BPNN 压力预测模型对含腐蚀缺陷管
道的失效压力进行了预测ꎬ结果表明神经网络模型
可为长输管道检维修提供决策支持ꎮ
综上所述ꎬ目前对玻璃钢管的内压失效研究主
要集中在理论计算和试验研究ꎬ存在监测与预测周
期长、人力和财力消耗大等问题ꎮ 复合管道结构复杂
且材料具有各向异性ꎬ与均质管道相比ꎬ物理和化学
特性存在较大差异ꎮ 目前神经网络对管道失效压力
的预测主要针对受腐蚀的均质管道ꎬ缺少对包括玻
璃钢管道在内的复合管道的失效预测ꎮ 复合管的失
效具有非线性、多样性的特点ꎬ本文通过粒子群算法
优化 BP 神经网络模型ꎬ实现对玻璃钢管在多轴载荷
下的复合层首层失效( FPF)的预测ꎬ并使用已有试
验数据对预测结果的可靠性进行验证ꎬ为玻璃钢管
在按标准检查前的快速检测与失效预测提供参考ꎮ
1 基础理论
1? 1 BP 神经网络
误差逆传播(backpropagation)神经网络算法ꎬ简
称 BP 神经网络ꎬ是一种将误差进行逆向传输以完成
算法训练的前馈型神经网络[8]
ꎮ 该网络通常包含输
入层、输出层和隐层ꎬ经过信号的正向传递和误差的
反向回馈ꎬ得到各层间的权值ꎬ最终形成预测模型ꎮ
如图 1 中的单隐层 BP 神经网络所示ꎬ该网络
中输入神经元 x 的数量为 dꎬ单隐层神经元 b 的数量
为 qꎬ输出神经元 y 的数量为 lꎮ 其中ꎬvih表示神经元
xi与神经元 bh之间的连接权ꎬwhj表示神经元 bh与神
经元 yj之间的连接权ꎮ
图 1 BP 神经网络结构图示
Fig? 1 Structure diagram of BP neural network
隐层 bh获取的信号为:
αh
=∑
d
i = 1
vih
xi (1)
输出层 yj获取的信号为:
βj
=∑
q
h = 1
whj
bh (2)
拥有 m 个样本数量的训练集 D 为:
D= {(x1
→ꎬ y1
→)ꎬ (x2
→ꎬ y2
→)ꎬ?ꎬ (xi
→
ꎬ yi
→
)ꎬ?ꎬ (xm
→ꎬ ym
→)}
(3)
将训练样本的误差记为 Ekꎬ并沿目标的负梯度
方向ꎬ以梯度下降的策略对目标网络所涉及参数进
行调整ꎬ设定误差 Ek 和学习率 ηꎬ实现对权值的修
正ꎬ如公式(4)、公式(5)所示ꎬ平均累计误差 E 计算
如公式(6)所示:
Δw
k
hj
= - η?∂Ek
/ ∂w
k
hj (4)
w
k+1
hj
= w
k
hj
+ Δw
k
hj (5)
E =
1
m∑
m
k = 1
Ek (6)
最终使 E 满足设定的精度要求即可ꎮ
1? 2 粒子群优化算法
Kennedy 和 Eberhart
[9-10]从鸟类捕食行为中获得
灵感ꎬ并由此提出可以为群体快速寻优的粒子群优
化算法ꎬ简称 PSOꎮ 在该算法中ꎬ每一个优化解为鸟
类寻觅的食物ꎬ将空间飞行的鸟记作一个粒子ꎬ每个
粒子需在局部解空间中找寻个体最优解ꎮ 全部粒子
形成粒子群ꎬ粒子彼此之间通过信息互换ꎬ最终得出
群体最优解ꎮ
该算法在运行之初会随机生成一群粒子ꎬ该粒子
62 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
的向量维数为 nꎬ故粒子的位置可用 n 维空间中的一
个点进行表示ꎬ该点也为 n 维优化空间的一个解ꎮ
用 Xj 表示第 j 个粒子目前的位置向量ꎬXj
=
{Xj1 ꎬXj2 ꎬ?ꎬXjn }ꎻ用 Vj表示第 j 个粒子目前的速度
向量ꎬVj
= {Vj1 ꎬVj2 ꎬ?ꎬVjn }ꎮ
粒子的位置需要在每一次迭代中代入适应度函
数 Ekꎬ以求出该粒子的适应度值ꎬ通过适应度值之
间的比较求出粒子群历代个体的最佳位置 Pj和全局
最佳位置 Gjꎬ即 Pj
= {Pj1 ꎬPj2 ꎬ?ꎬPjn }ꎬGj
= {Gj1 ꎬGj2 ꎬ
?ꎬGjn }ꎮ
粒子群通过 Pj、Gj、Xj与 Vj四个参数实现对粒子
的更新优化ꎬ得到迭代之后的位置和速度向量ꎬ可用
公式(7)、公式(8)表述该算法的进化方程ꎮ ω 表示
惯性权重ꎬ其关系到算法的性能ꎬ通常较大的 ω 有
利于进行全局搜索ꎬ较小的 ω 则会增强局部搜索能
力ꎬ为增强算法的鲁棒性和计算速度ꎬ选用可自适应
调整的惯性权重ꎬ惯性权重值与迭代次数呈线性负
相关ꎬ其表达式如公式(9) 所示ꎮ 在迭代寻优过程
中需设置粒子速度上限 vmax以避免粒子盲目搜索ꎬ
通常 Vj应在[-vmaxꎬvmax]范围内[11]
ꎮ
Vj(k +1) = ω?Vj(k) + c1?r1?[Pj(k) -Xj(k)] +
c2?r2?[Gj(k) -Xj(k)]
(7)
Xj(k + 1) = Xj(k) +Vj(k + 1) (8)
ω =ω max
- (ω max
-ω min )?k / kmax (9)
式中:c1和 c2表示学习因子ꎻr1和 r2是两个独立随机
数ꎬ介于[0ꎬ1]间ꎻk 和 k+1 分别表示第 k 代与第 k+1
代ꎻj 表示第 j 个粒子ꎻk 为当前迭代步数ꎻkmax为最大
迭代步数ꎻωmax和 ωmin分别为 ω 的最大值与最小值ꎮ
2 模型建立
已有研究表明ꎬ玻璃钢管的首层失效与管道的
轴向弹性模量 Ea、环向弹性模量 Eh 、玻璃纤维体积
分数 Vg、纤维缠绕角度 θ、管道直径 D、管壁厚度 t、
测试时轴向与环向应力比 R 以及施加的压强 P 存
在较大关联ꎬ故选取上述 8 个参数作为 PSO-BP 神
经网络的输入参数[11-13]
ꎮ
玻璃钢管在内压和轴向荷载作用下的失效通常
分为渗漏的首层失效和表现为断裂的最终失效两个
阶段[15]
ꎬ用指标 K 来表征首层是否失效ꎬ使用 0 和 1
作为开关ꎬ0 代表玻璃钢管首层未失效ꎬ1 则代表首
层失效ꎬK 为该神经网络的唯一输出参数ꎮ
经多次调试ꎬ最终确定该网络的输入维度为 8ꎬ
输出维度为 1ꎬ包含两个隐藏层ꎬ每个隐藏层包含九
个神经元ꎬ粒子群算法中惯性权重指数 ω 从 0? 90 线
性降至 0? 45ꎬ粒子速度的上限取 1ꎬ最大进化步数取
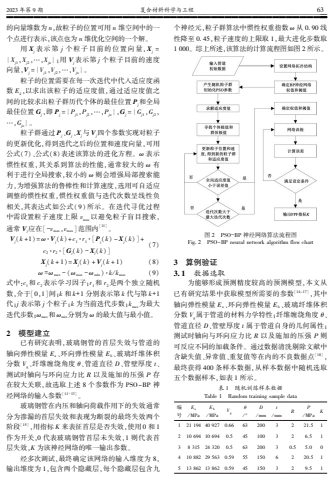
1 000ꎮ 综上所述ꎬ该算法的计算流程图如图 2 所示ꎮ
图 2 PSO-BP 神经网络算法流程图
Fig? 2 PSO-BP neural network algorithm flow chart
3 算例验证
3? 1 数据选取
为能够形成预测精度较高的预测模型ꎬ本文从
已有研究结果中获取模型所需要的参数[14-17]
ꎬ其中
轴向弹性模量 Ea、环向弹性模量 Eh 、玻璃纤维体积
分数 Vg属于管道的材料力学特性ꎻ纤维缠绕角度 θ、
管道直径 D、管壁厚度 t 属于管道自身的几何属性ꎻ
测试时轴向与环向应力比 R 以及施加的压强 P 则
可反应不同的加载条件ꎮ 通过数据清洗剔除文献中
含缺失值、异常值、重复值等在内的不良数据点[18]
ꎬ
最终获得 400 条样本数据ꎬ从样本数据中随机选取
五个数据样本ꎬ如表 1 所示ꎮ
表 1 随机训练样本数据
Table 1 Random training sample data
编
号
Ea
/ MPa
Eh
/ MPa
Vg
θ
/ °
D
/ mm
t
/ mm
R
P
/ MPa
K
1 21 194 40 927 0.66 63 200 3 2 21.5 1
2 10 694 10 694 0.5 45 100 3 2 6.5 1
3 8 315 24 320 0.5 63 200 3 0.5 5.0 0
4 10 882 29 563 0.59 55 150 6 2 20.5 1
5 13 862 13 862 0.59 45 150 3 2 9.5 1
2023 年第 9 期 63
???????????????????????????????????????????????
基于 PSO-BP 神经网络的玻璃钢管首层失效预测研究
3? 2 网络训练
将样本数据随机分为 A、B 两组ꎬ其中 A 组占总
数据的 85%ꎬ用作神经网络训练集ꎬB 组占总数据的
15%ꎬ用作网络的验证集ꎮ 在网格训练过程中ꎬ取均
方误差(MSE)作为网络适应度值ꎬ其计算公式如公
式(10)所示ꎬy
t
i为第 i 个样本的实际值ꎬyi为第 i 个
样本预测值ꎮ
MSE =
∑
n
i = 1
(y
t
i
- yi)
5
n
(10)
为了证明 PSO-BP 神经网络模型(记作模型 P)
的有效性ꎬ取 BP 神经网络模型(记作模型 A) 作为
对照组进行对比分析ꎬ该 BP 神经网络模型包含三
个隐层ꎬ其中每个隐层包含九个神经元ꎮ 取 0? 01 作
为训练目标值ꎬ两种模型适应度值曲线见图 3ꎮ
图 3 两种模型适应度值曲线
Fig? 3 The fitness curves of the two models
两种模型的 MSE 在开始阶段随迭代次数的增
加迅速减小ꎬ随后逐渐趋近平稳ꎮ 模型 P 在 50 ~ 60
次迭代后训练完毕ꎬ模型 A 则在 60 ~ 70 次迭代后完
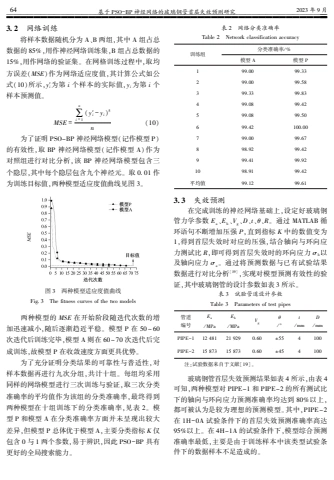
成训练ꎬ故模型 P 在收敛速度方面更具优势ꎮ
为了充分证明分类结果的可靠性与普适性ꎬ对
样本数据再进行九次分组ꎬ共计十组ꎮ 每组均采用
同样的网络模型进行三次训练与验证ꎬ取三次分类
准确率的平均值作为该组的分类准确率ꎬ最终得到
两种模型在十组训练下的分类准确率ꎬ见表 2ꎮ 模
型 P 和模型 A 在分类准确率方面并未呈现出较大
差异ꎬ但模型 P 总体优于模型 Aꎬ主要分类指标 K 仅
包含 0 与 1 两个参数ꎬ易于辨识ꎬ因此 PSO-BP 具有
更好的全局搜索能力ꎮ
表 2 网络分类准确率
Table 2 Network classification accuracy
训练组
分类准确率/ %
模型 A 模型 P
1 99.00 99.33
2 99.00 99.58
3 99.33 99.83
4 99.08 99.42
5 99.08 99.50
6 99.42 100.00
7 99.00 99.67
8 98.92 99.42
9 99.41 99.92
10 98.91 99.42
平均值 99.12 99.61
3? 3 失效预测
在完成训练的神经网络基础上ꎬ设定好玻璃钢
管力学参数 Ea、Eh 、Vg、D、t、θ、Rꎮ 通过 MATLAB 循
环语句不断增加压强 Pꎬ直到指标 K 中的数值变为
1ꎬ得到首层失效时对应的压强ꎬ结合轴向与环向应
力测试比 Rꎬ即可得到首层失效时的环向应力 σh以
及轴向应力 σaꎮ 通过将预测数据与已有试验结果
数据进行对比分析[19]
ꎬ实现对模型预测有效性的验
证ꎬ其中玻璃钢管的设计参数如表 3 所示ꎮ
表 3 试验管道设计参数
Table 3 Parameters of test pipes
管道
编号
Ea
/ MPa
Eh
/ MPa
Vg
θ
/ °
t
/ mm
D
/ mm
PIPE-1 12 481 21 929 0.60 ±55 4 100
PIPE-2 15 873 15 873 0.60 ±45 4 100
注:试验数据来自于文献[19]ꎮ
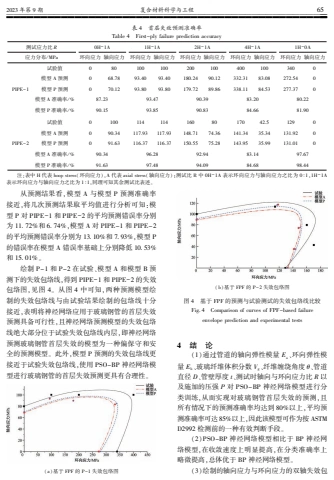
玻璃钢管首层失效预测结果如表 4 所示ꎬ由表 4
可知ꎬ两种模型对 PIPE-1 和 PIPE-2 的所有测试比
下的轴向与环向应力预测准确率均达到 80%以上ꎬ
都可被认为是较为理想的预测模型ꎮ 其中ꎬPIPE-2
在 1H-0A 试验条件下的首层失效预测准确率高达
95%以上ꎮ 在 4H-1A 的试验条件下ꎬ模型综合预测
准确率最低ꎬ主要是由于训练样本中该类型试验条
件下的数据样本不足造成的ꎮ
64 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
表 4 首层失效预测准确率
Table 4 First-ply failure prediction accuracy
测试应力比 R
应力分布/ MPa
0H-1A
环向应力 轴向应力
1H-1A
环向应力 轴向应力
2H-1A
环向应力 轴向应力
4H-1A
环向应力 轴向应力
1H-0A
环向应力 轴向应力
PIPE-1
试验值 0 80 100 100 200 100 400 100 340 0
模型 A 预测 0 68.78 93.40 93.40 180.24 90.12 332.31 83.08 272.54 0
模型 P 预测 0 70.12 93.80 93.80 179.72 89.86 338.11 84.53 277.37 0
模型 A 准确率/ % 87.23 93.47 90.39 83.20 80.22
模型 P 准确率/ % 90.15 93.85 90.83 84.66 81.90
PIPE-2
试验值 0 100 114 114 160 80 170 42.5 129 0
模型 A 预测 0 90.34 117.93 117.93 148.71 74.36 141.34 35.34 131.92 0
模型 P 预测 0 91.63 116.37 116.37 150.55 75.28 143.95 35.99 131.01 0
模型 A 准确率/ % 90.34 96.28 92.94 83.14 97.67
模型 P 准确率/ % 91.63 97.48 94.09 84.68 98.44
注:表中 H 代表 hoop stress(环向应力)ꎬA 代表 axial stress(轴向应力)ꎻ测试比 R 中 0H-1A 表示环向应力与轴向应力之比为 0 ∶ 1ꎬ1H-1A
表示环向应力与轴向应力之比为 1 ∶ 1ꎬ同理可知其余测试比表述ꎮ
从预测结果看ꎬ模型 A 与模型 P 预测准确率
接近ꎬ将几次预测结果取平均值进行分析可知:模
型 P 对 PIPE-1 和 PIPE-2 的平均预测错误率分别
为 11? 72%和 6? 74%ꎬ模型 A 对 PIPE-1 和 PIPE-2
的平均预测错误率分别为 13? 10%和 7? 93%ꎬ模型 P
的错误率在模型 A 错误率基础上分别降低 10? 53%
和 15? 01%ꎮ
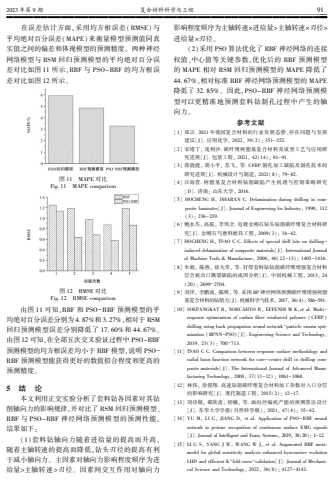
绘制 P-1 和 P-2 在试验、模型 A 和模型 B 预
测下的失效包络线ꎬ得到 PIPE-1 和 PIPE-2 的失效
包络图ꎬ见图 4ꎮ 从图 4 中可知ꎬ两种预测模型绘
制的失效包络线与由试验结果绘制的包络线十分
接近ꎬ表明将神经网络应用于玻璃钢管的首层失效
预测具备可行性ꎬ且神经网络预测模型的失效包络
线绝大部分位于试验失效包络线内层ꎬ即神经网络
预测玻璃钢管首层失效的模型为一种偏保守和安
全的预测模型ꎮ 此外ꎬ模型 P 预测的失效包络线更
接近于试验失效包络线ꎬ使用 PSO-BP 神经网络模
型进行玻璃钢管的首层失效预测更具有合理性ꎮ
(a)基于 FPF 的 P-1 失效包络图
(b)基于 FPF 的 P-2 失效包络图
图 4 基于 FPF 的预测与试验测试的失效包络线比较
Fig? 4 Comparison of curves of FPF-based failure
envelope prediction and experimental tests
4 结 论
(1)通过管道的轴向弹性模量 Ea、环向弹性模
量 Eh 、玻璃纤维体积分数 Vg、纤维缠绕角度 θ、管道
直径 D、管壁厚度 t、测试时轴向与环向应力比 R 以
及施加的压强 P 对 PSO-BP 神经网络模型进行分
类训练ꎬ从而实现对玻璃钢管首层失效的预测ꎬ且
所有情况下的预测准确率均达到 80%以上ꎬ平均预
测准确率可达 85%以上ꎬ因此该模型可作为按 ASTM
D2992 检测前的一种有效判断手段ꎮ
(2)PSO-BP 神经网络模型相比于 BP 神经网
络模型ꎬ在收敛速度上明显提高ꎬ在分类准确率上
略微提高ꎬ总体优于 BP 神经网络模型ꎮ
(3)绘制的轴向应力与环向应力的双轴失效包
2023 年第 9 期 65
???????????????????????????????????????????????
基于 PSO-BP 神经网络的玻璃钢管首层失效预测研究
络线显示出预测模型的失效包络线绝大部分位于
试验失效包络线的内侧ꎬ神经网络预测模型的结果
偏于安全ꎮ
参考文献
[1] 付成华ꎬ 周洪波. 玻璃钢管在水电站压力管道中的应用复核分
析[J]. 西华大学学报(自然科学版)ꎬ 2015ꎬ 34(4): 80-82ꎬ 92.
[2] FITRIAH S Nꎬ MAJID M Aꎬ RIDZUAN Mꎬ et al. Influence of hy ̄
drothermal ageing on the compressive behaviour of glass fibre /epoxy
composite pipes[J]. Composite Structuresꎬ 2017ꎬ 159(1): 350-360.
[3] 倪爱清ꎬ 朱以文ꎬ 王继辉. 缠绕角对复合材料内压管强度的影
响[J]. 武汉理工大学学报ꎬ 2006ꎬ 28(3): 4-7.
[4] FARSHAD Mꎬ NECOLA A. Effect of aqueous environment on the
long-term behavior of glass fiber-reinforced plastic pipes[J]. Pol ̄
ymer Testingꎬ 2004ꎬ 23(2): 163-167.
[5] FROST S Rꎬ CERVENKA A. Glass fibre-reinforced epoxy matrix
filament-wound pipes for use in the oil industry[J]. Composites Man ̄
ufacturingꎬ 1994ꎬ 5(2): 73-81.
[6] 喻西崇ꎬ 赵金洲ꎬ 吴应湘ꎬ 等. 利用改进的神经网络预测腐蚀
管道的剩余强度[J]. 压力容器ꎬ 2003(10): 22-27.
[7] 徐鲁帅ꎬ 凌晓ꎬ 马娟娟ꎬ 等. 基于 DE-BPNN 模型的含腐蚀缺陷
管道失效压力预测[J]. 中国安全生产科学技术ꎬ 2021ꎬ 17(3):
91-96.
[8] 宋春山ꎬ 林立邦ꎬ 韩红卫ꎬ 等. 基于 BP 神经网络的黑龙江漠河
段冰坝预测[J]. 水利水运工程学报ꎬ 2021(2): 57-63.
[9] EBERHART Rꎬ KENNEDY J. A new optimizer using particle swarm
theory[C] / / MHS95 Sixth International Symposium on Micro Machine
& Human Science. IEEEꎬ 2002.
[10] KENNEDY Jꎬ EBERHART R. Particle swarm optimization[C] / /
ICNN95-International Conference on Neural Networks. IEEEꎬ 2002.
[11] 徐鹍鹏ꎬ 惠虎. 基于 Tsai-Hill 理论环氧玻璃钢管的强度分析
[J]. 化工进展ꎬ 2016ꎬ 35(12): 3799-3806.
[12] 耿沛ꎬ 邢静忠ꎬ 陈晓霞. 纤维螺旋缠绕管的缠绕角优化[J]. 纺
织学报ꎬ 2017ꎬ 38(1): 61-66.
[13] RAFIEE Rꎬ AMINI A. Modeling and experimental evaluation of
functional failure pressures in glass fiber reinforced polyester pipes
[J]. Computational Materials Scienceꎬ 2014ꎬ 96(partB): 579-588.
[ 14] SODEN P Dꎬ KITCHING Rꎬ TSE P C. Experimental failure stres ̄
ses for ±55° filament wound glass fibre reinforced plastic tubes under
biaxial loads[J]. Compositesꎬ 1989ꎬ 20(2): 125-135.
[15] ANG J Yꎬ MAJID Mꎬ NOR A Mꎬ et al. First-ply failure predic ̄
tion of glass/epoxy composite pipes using an artificial neural net ̄
work model[J]. Composite Structuresꎬ 2018ꎬ 200(9): 579-588.
[16] MAJID Mꎬ ASSALEH T Aꎬ GIBSON A Gꎬ et al. Ultimate elastic
wall stress (UEWS) test of glass fibre reinforced epoxy (GRE) pipe
[J]. Composites Part A: Applied Science and Manufacturingꎬ
2011ꎬ 42(10): 1500-1508.
[17] SODEN P Dꎬ KITCHING Rꎬ TSE P Cꎬ et al. Influence of
winding angle on the strength and deformation of filament-wound
composite tubes subjected to uniaxial and biaxial loads[J]. Com ̄
posites Science and Technologyꎬ 1993ꎬ 46(4): 363-378.
[18] 叶鸥ꎬ 张璟ꎬ 李军怀. 中文数据清洗研究综述[ J]. 计算机工
程与应用ꎬ 2012ꎬ 48(14): 121-129.
[19] KRISHNAN Pꎬ MAJID Mꎬ AFENDI Mꎬ ET AL. Effects of wind ̄
ing angle on the behaviour of glass/epoxy pipes under multiaxial
cyclic loading[J]. Materials & Designꎬ 2015ꎬ 88(25): 196-206.
(上接第 41 页)
[13] 谢金东ꎬ 武亮ꎬ 刘志洪ꎬ 等. 短切玄武岩纤维混凝土力学性能试
验研究[J]. 贵州大学学报(自然科学版)ꎬ 2022ꎬ 39(4): 105-
109ꎬ 117.
[14] 王嵩ꎬ 刘润清ꎬ 赵硕ꎬ 等. 玄武岩纤维混凝土动态力学性能及
数值模拟[J]. 混凝土与水泥制品ꎬ 2022(7): 64-68.
[15] 李福海ꎬ 高浩ꎬ 唐慧琪ꎬ 等. 短切玄武岩纤维混凝土基本性能试
验研究[J]. 铁道科学与工程学报ꎬ 2022ꎬ 19(2): 419-427.
[16] 陈峰宾ꎬ 许斌ꎬ 焦华喆ꎬ 等. 玄武岩纤维混凝土纤维分布及孔隙
结构表征[J]. 中国矿业大学学报ꎬ 2021ꎬ 50(2): 273-280.
[17] 吴森宝ꎬ 宗琦ꎬ 王军国ꎬ 等. 低温下泡沫混凝土的动态力学性能
[J]. 硅酸盐通报ꎬ 2022ꎬ 41(1): 76-87.
[18] 余文轩ꎬ 金浏ꎬ 张仁波ꎬ 等. 低温下混凝土单轴压缩破坏及尺寸
效应细观有限元分析[J]. 中国科学: 技术科学ꎬ 2021ꎬ 51(3):
305-314.
[19] 谢剑ꎬ 刘洋ꎬ 严加宝ꎬ 等. 极地低温环境下混凝土断裂性能试
验研究[J]. 建筑结构学报ꎬ 2021ꎬ 42(S1): 341-350.
[20] 薛刚ꎬ 许胜ꎬ 武春风. 不同水胶比的橡胶混凝土低温力学性能
试验研究[J]. 硅酸盐通报ꎬ 2017ꎬ 36(6): 1880-1885.
[21] 李德超ꎬ 赵晨曦. 玄武岩纤维混凝土基本力学性能研究[J]. 公
路ꎬ 2020ꎬ 65(6): 237-241.
[22] 薛维培ꎬ 刘晓媛ꎬ 姚直书ꎬ 等. 不同损伤源对玄武岩纤维增强
混凝土孔隙结构变化特征的影响[ J]. 复合材料学报ꎬ 2020ꎬ
37(9): 2285-2293.
[23] 宋力ꎬ 胡时胜. SHPB 数据处理中的二波法与三波法[ J]. 爆炸
与冲击ꎬ 2005(4): 368-373.
[24] 石高扬ꎬ 王志亮ꎬ 石恒. C75 混凝土动态劈裂行为试验与数值
模拟分析[J]. 哈尔滨工业大学学报ꎬ 2019ꎬ 51(2): 109-116.
[25] 李夕兵. 岩石动力学基础与应用[M]. 北京: 科学出版社ꎬ 2014.
[26] 蒋正武ꎬ 张楠ꎬ 李雄英ꎬ 等. 国外超低温下混凝土性能的研究
进展评述[J]. 材料导报ꎬ 2011ꎬ 25(13): 1-4.
[27] NARAYANAN Nꎬ MILANI S Sꎬ OMKAR D. Characterizing pore
volumeꎬ sizesꎬ and connectivity in pervious concretes for permeability
prediction[J]. Materials Characterizationꎬ 2010ꎬ 61(8): 802-813.
66 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
DOI:10? 19936 / j? cnki? 2096-8000? 20230928? 010
结构参数对 CFRP 三螺栓胶螺混合接头连接性能的影响研究
杨晓东ꎬ 时建纬ꎬ 陈 栋ꎬ 李 成∗
(郑州大学 机械与动力工程学院ꎬ 郑州 450001)
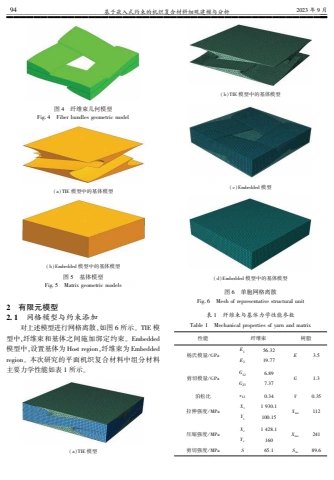
摘要: 通过实验和数值模拟研究了不同结构参数对三螺栓的碳纤维增强复合材料(CFRP)胶螺混合接头连接性能的影响
机制ꎮ 建立了基于三维 Hashin 失效准则的有限元模型ꎬ并借助超景深设备 Keyence VHX-6000 对接头的失效区域进行观测ꎬ
探究了搭接长度、螺栓孔间距和间隙配合关系对接头连接性能的影响ꎮ 结果表明:增加搭接长度能够使接头的受力分布由接
头边缘向中间转移ꎬ使接头性能提升了 29? 9%ꎻ减小螺栓孔间距能够提高接头两端胶接区域的连接性能ꎬ使接头性能提升了
15%ꎻ由于三螺栓受力不均ꎬ因此两端螺栓孔为间隙配合时ꎬ能够增加中间螺栓的受力ꎬ使接头性能提升了 6? 9%ꎮ 接头的连接
性能随着搭接长度的增加而增加ꎬ但是增速逐渐减小至零ꎻ随着螺栓孔间距的增加ꎬ接头的连接强度先缓慢增大后快速减小ꎬ
最佳螺栓孔间距为 15 mmꎻ两端的螺栓为间隙配合时能够增加接头的连接性能ꎬ最佳螺栓孔直径为 5? 2 mmꎮ
关键词: 复合材料ꎻ 胶螺混合接头ꎻ 结构参数ꎻ 连接性能ꎻ 失效行为
中图分类号: TB332 文献标识码: A 文章编号: 2096-8000(2023)09-0067-07
Research on the influence of structural parameters on the joint performance of
hybrid bonded-bolted joint for CFRP with three bolts
YANG Xiaodongꎬ SHI Jianweiꎬ CHEN Dongꎬ LI Cheng
∗
(School of Mechanical and Power Engineeringꎬ Zhengzhou Universityꎬ Zhengzhou 450001ꎬ China)
Abstract:The influence mechanism of different structural parameters on the joint performance of carbon fiber
reinforced composite (CFRP) hybrid bonded-bolted joint with three bolts was investigated by experiments and nu ̄
merical simulations. The finite element model based on the three-dimensional Hashin failure criterion was estab ̄
lishedꎬ and the failure area of the joint was observed with the help of the ultra-depth of field device Keyence VHX-
6000. The influence of lap lengthꎬ bolt hole spacing and clearance fit relationship on the joint connection perform ̄
ance was explored. The results show that increasing the lap length can transfer the stress distribution from the edge
of the joint to the middle of the jointꎬ and improve the joint performance by 29? 9%. Reducing the spacing of bolt
holes can improve the connection performance of the bonding area at both ends of the jointꎬ and the joint perform ̄
ance is increased by 15%. Because of the uneven force of the three boltsꎬ so when the two bolt holes are clearance
fitꎬ the force of the middle bolt can be increasedꎬ and the joint performance is improved by 6? 9%. The joint per ̄
formance increases with the increase of lap lengthꎬ but the growth rate gradually decreases to zero. With the increase
of bolt hole spacingꎬ the joint strength increases slowly at first and then decreases rapidlyꎬ and the optimal bolt hole
spacing is 15 mm. When the bolts at both ends are clearance fitꎬ the connection performance of the joint can be in ̄
creased. The optimal bolt hole diameter is 5? 2 mm.
Key words:composite materialꎻ hybrid bonded-bolted jointꎻ structural parametersꎻ connection performanceꎻ
damage behavior
收稿日期: 2022-08-17
基金项目: 国家自然科学基金 (52175153)ꎻ 河南省水下智能装备重点实验室开放基金 (ZT22064U)
作者简介: 杨晓东 (1996—)ꎬ 男ꎬ 硕士研究生ꎬ 主要从事智能复合材料结构分析与优化设计方面的研究ꎮ
通讯作者: 李成 (1962—)ꎬ 男ꎬ 教授ꎬ 博士生导师ꎬ 主要从事复合材料损伤分析和复合材料损伤检查方面的研究ꎬ chengli@zzu? edu? cnꎮ
2023 年第 9 期 67
???????????????????????????????????????????????
结构参数对 CFRP 三螺栓胶螺混合接头连接性能的影响研究
1 前 言
碳纤维增强复合材料(Carbon Fiber Reinforced
PolymersꎬCFRP)及其连接结构具有高比强度、高比
刚度、轻量化等优点[1]
ꎬ在航空航天、汽车、船舶等领
域都有广泛的应用[2]
ꎮ 复合材料连接结构作为重要
的传力枢纽ꎬ同时也是连接的薄弱环节[3]
ꎮ 从材料
到结构级别设计参数ꎬ如几何参数、结构参数等ꎬ对
结构的连接性能都有直接的影响[4]
ꎮ
由于复合材料具有脆性特点ꎬ局部受力过大会
影响接头的连接性能ꎬ加速接头的失效ꎬ因此探究参
数对接头连接性能的影响具有十分重要的意义[5]
ꎮ
Xu 等[6]通过研究发现胶螺混合接头的连接强度比
胶接接头和螺栓接头的连接强度平均提高了 40? 5%
和 31? 9%ꎻ三螺栓接头与单螺栓、双螺栓接头相比具
有更佳的连接性能[7]
ꎬ但是三螺栓接头的螺栓载荷
分布不均削弱了接头的连接性能[8]
ꎬ接头的连接性
能还有很大的提升空间ꎮ Liu 等[9] 基于理论、实验和
数值模拟等手段对三螺栓连接接头载荷分布不均做
了详尽的解释ꎮ McCarthy 等[10] 提出了一种确定螺
栓孔间隙对复合材料螺栓连接接头载荷分布影响的
简化方法ꎬ但是螺栓孔间隙对三螺栓胶螺混合接头
的连接性能影响规律和失效方式仍不清楚ꎮ He 等[11]
通过实验探究了螺栓直径和材料厚度对螺栓连接接
头拉伸强度的影响ꎮ赵馨怡等[12]针对胶螺混合接头ꎬ
详细分析了端距、螺栓个数和螺栓直径等因素对其
破坏模式的影响ꎮ 但是仍有一些结构参数如搭接长
度、螺栓孔间距等对三螺栓胶螺混合接头的连接性
能影响规律和失效方式还未被研究ꎮ
尽管已有许多对螺栓连接接头的研究ꎬ但对于
性能更佳的胶螺混合接头结构参数和间隙配合关系
的研究十分缺乏ꎮ 本文通过实验和数值分析相结合
的方法ꎬ分析了 CFRP 胶螺混合接头的搭接长度、螺
栓孔间距、螺栓孔间隙对接头的连接性能和失效方
式的影响ꎬ借助超景深设备 Keyence VHX-6000 对接
头的失效区域进行观测ꎬ定量分析了结构参数对接
头连接性能的影响ꎬ为复合材料胶螺混合接头在工
程中的应用提供一定的理论依据ꎮ
2 实验设计
实验材料为山东威海光威公司使用 T300 / 7901
预浸料生产制作的碳纤维增强复合材料层合板ꎬ预
浸料的材料属性[13]如表 1 所示ꎮ CFRP 层合板厚度
为 2? 4 mmꎬ分层属性为 [0 / 90]3S ꎮ 复合材料的尺寸
制作采用安徽傲宇数控科技有限公司生产的高压水
射流切割机ꎬ实验在长春科新公司的 WDW-300 型
万能拉伸试验机上进行ꎬ拉伸强度和位移实验数据
来自万能拉伸试验机的测力传感器ꎮ
表 1 T300 / 7901 预浸料 0°方向材料属性
Table 1 Mechanical paramaters of T300 / 7901
prepreg at 0° direction
参数 数值
E11
/ GPa 138
E22
=E33
/ GPa 11
G12
=G13
/ GPa 6
G23
/ GPa 3.7
V12
=V13 0.28
V23 0.4
XT
/ MPa 2 000
XC
/ MPa 1 150
YT
/ MPa 60
YC
/ MPa 152
S / MPa 75
ρ / (t?m
-3
) 1.69
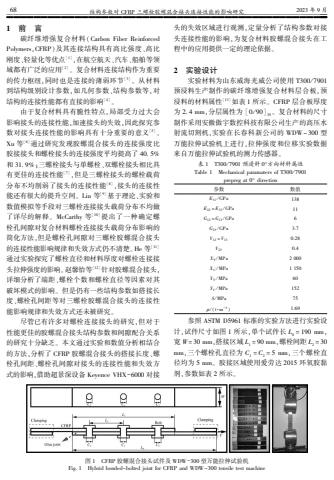
参照 ASTM D5961 标准的实验方法进行实验设
计ꎬ试件尺寸如图 1 所示ꎬ单个试件长 L0
= 190 mmꎬ
宽 W= 30 mmꎬ搭接区域 L1
= 90 mmꎬ螺栓间距 L2
= 30
mmꎬ三个螺栓孔直径为 C1
= C2
= 5 mmꎬ三个螺栓直
径均为 5 mmꎮ 胶接区域使用爱劳达 2015 环氧胶黏
剂ꎬ参数如表 2 所示ꎮ
图 1 CFRP 胶螺混合接头试件及 WDW-300 型万能拉伸试验机
Fig? 1 Hybrid bonded-bolted joint for CFRP and WDW-300 tensile test machine
68 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
表 2 爱劳达 2015 环氧胶黏剂参数
Table 2 ARALDITE 2015 epoxy adhesive parameters
参数 数值
E / MPa 2 000
G / MPa 900
t
0
n
/ MPa 30
τ
0
s ꎬτ
0
t
/ MPa 14
试件制作过程中ꎬ首先使用水刀将试件切至目标
尺寸ꎬ其次对胶接区域用砂纸打磨表面ꎬ并用丙酮清
洗ꎬ在试件粘接过程中ꎬ在试件粘接区域的边缘垫上
金属垫片以保证粘接层厚度为 0? 1 mmꎬ然后装上螺
栓并控制所有螺栓的预紧力为 0 N?mꎬ最后将试件
在真空烘箱内加热固化 2 hꎬ温度为 104 ℉(40 ℃ )ꎮ
在实验过程中ꎬ将试件下端完全固定ꎬ在上端施加拉
伸速度 v = 2 mm / min 的纵向位移载荷ꎮ
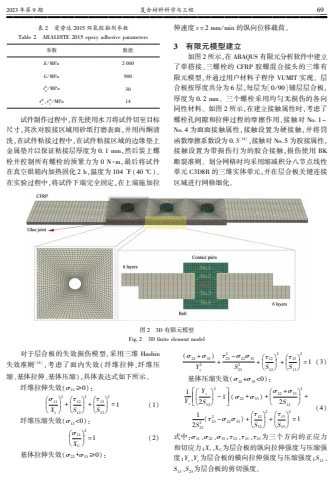
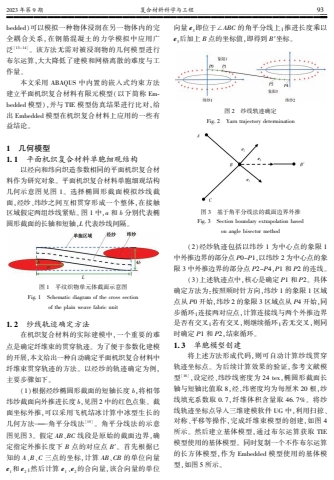
3 有限元模型建立
如图 2 所示ꎬ在 ABAQUS 有限元分析软件中建立
了单搭接、三螺栓的 CFRP 胶螺混合接头的三维有
限元模型ꎬ并通过用户材料子程序 VUMIT 实现ꎮ 层
合板按厚度共分为 6 层ꎬ每层为[0 / 90]铺层层合板ꎬ
厚度为 0? 2 mmꎮ 三个螺栓采用均匀无损伤的各向
同性材料ꎮ 如图 2 所示ꎬ在建立接触属性时ꎬ考虑了
螺栓孔间隙和拉伸过程的摩擦作用ꎬ接触对 No? 1 ~
No? 4 为面面接触属性ꎬ接触设置为硬接触ꎬ并将罚
函数摩擦系数设为 0? 3
[14]
ꎬ接触对 No? 5 为胶接属性ꎬ
接触设置为带损伤行为的胶合接触ꎬ损伤使用 BK
断裂准则ꎮ 划分网格时均采用缩减积分八节点线性
单元 C3D8R 的三维实体单元ꎬ并在层合板关键连接
区域进行网格细化ꎮ
图 2 3D 有限元模型
Fig? 2 3D finite element model
对于层合板的失效损伤模型ꎬ采用三维 Hashin
失效准则[15]
ꎬ考虑了面内失效(纤维拉伸、纤维压
缩、基体拉伸、基体压缩)ꎬ具体表达式如下所示ꎮ
纤维拉伸失效(σ11≥0):
σ11
Xt
æ
è
ç
ö
ø
÷
2
+
τ12
S12
æ
è
ç
ö
ø
÷
2
+
τ13
S13
æ
è
ç
ö
ø
÷
2
=1 (1)
纤维压缩失效(σ11<0):
σ11
XC
æ
è
ç
ö
ø
÷
2
=1 (2)
基体拉伸失效(σ22
+σ33≥0):
(σ22
+σ33 )
Y
2
t
+
τ
2
23
-σ22σ33
S
2
23
+
τ12
S12
æ
è
ç
ö
ø
÷
2
+
τ13
S13
æ
è
ç
ö
ø
÷
2
=1 (3)
基体压缩失效(σ22
+σ33<0):
1
Yc
Yc
2S12
æ
è
ç
ö
ø
÷
2
- 1
é
ë
ê
ê
ù
û
ú
ú
(σ22
+σ33 ) +
σ22
+σ33
2S12
æ
è
ç
ö
ø
÷
2
+
1
2S
2
23
(τ
2
23
-σ22σ33 ) +
τ12
S12
æ
è
ç
ö
ø
÷
2
+
τ13
S13
æ
è
ç
ö
ø
÷
2
=1
(4)
式中:σ11 、σ22 、σ33 ꎬτ12 、τ13 、τ23为三个方向的正应力
和切应力ꎻXt、XC为层合板的纵向拉伸强度与压缩强
度ꎻYt、Yc为层合板的横向拉伸强度与压缩强度ꎻS12 、
S13 、S23为层合板的剪切强度ꎮ
2023 年第 9 期 69
???????????????????????????????????????????????
结构参数对 CFRP 三螺栓胶螺混合接头连接性能的影响研究
4 结果讨论
4? 1 实验与仿真结果对比
为了研究不同参数对接头连接性能的影响ꎬ共
做了四组参数下的对照实验ꎬ每组对照实验分别进
行三次ꎬ通过改变螺栓孔直径达到螺栓间隙配合的
效果ꎬ试件参数设置如表 3 所示ꎮ
表 3 对照实验试件参数
Table 3 Contrast test specimen parameters
实验 L1 L2 C1 C2
A 90 30 5 5
B 90 30 5 5.3
C 90 15 5 5
D 60 15 5 5
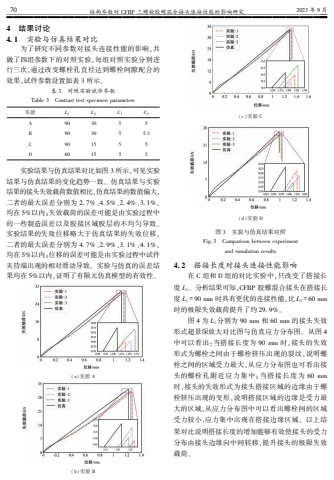
实验结果与仿真结果对比如图 3 所示ꎬ可见实验
结果与仿真结果的变化趋势一致ꎮ 仿真结果与实验
结果的接头失效载荷数值相比ꎬ仿真结果的数值偏大ꎬ
二者的最大误差分别为 2? 7%、4? 5%、2? 4%、3? 1%ꎬ
均在 5%以内ꎻ失效载荷的误差可能是由实验过程中
的一些制造误差以及胶接区域胶层的不均匀导致ꎮ
实验结果的失效位移略大于仿真结果的失效位移ꎬ
二者的最大误差分别为 4? 7%、2? 9%、3? 1%、4? 1%ꎬ
均在 5%以内ꎻ位移的误差可能是由实验过程中试件
夹持端出现的相对滑动导致ꎮ 实验与仿真的误差结
果均在 5%以内ꎬ证明了有限元仿真模型的有效性ꎮ
(a)实验 A
(b)实验 B
(c)实验 C
(d)实验 D
图 3 实验与仿真结果对照
Fig? 3 Comparison between experiment
and simulation results
4? 2 搭接长度对接头连接性能影响
在 C 组和 D 组的对比实验中ꎬ只改变了搭接长
度 L1 ꎮ 分析结果可知ꎬCFRP 胶螺混合接头在搭接长
度 L1
= 90 mm 时具有更优的连接性能ꎬ比 L1
= 60 mm
时的极限失效载荷提升了约 29? 9%ꎮ
图 4 为 L1分别为 90 mm 和 60 mm 的接头失效
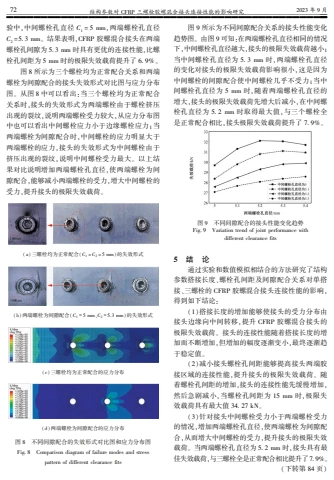
形式超景深放大对比图与仿真应力分布图ꎮ 从图 4
中可以看出:当搭接长度为 90 mm 时ꎬ接头的失效
形式为螺栓之间由于螺栓挤压出现的裂纹ꎬ说明螺
栓之间的区域受力最大ꎬ从应力分布图也可看出接
头的螺栓孔附近应力集中ꎻ当搭接长度为 60 mm
时ꎬ接头的失效形式为接头搭接区域的边缘由于螺
栓挤压出现的变形ꎬ说明搭接区域的边缘是受力最
大的区域ꎬ从应力分布图中可以看出螺栓间的区域
受力较小ꎬ应力集中出现在搭接边缘区域ꎮ 以上结
果对比说明搭接长度的增加能够有效使接头的受力
分布由接头边缘向中间转移ꎬ提升接头的极限失效
载荷ꎮ
70 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
(a)搭接长度 L1
= 90 mm 的失效形式
(b)搭接长度 L1
= 60 mm 的失效形式
(c)搭接长度 L1
= 90 mm 的应力分布
(d)搭接长度 L1
= 60 mm 的应力分布
图 4 不同搭接长度的失效形式对比图和应力分布图
Fig? 4 Comparison diagram of failure modes and
stress pattern of different lap lengths
图 5 所示为不同搭接长度下ꎬCFRP 胶螺混合接
头极限失效载荷的变化趋势(仿真结果)ꎮ 随着搭
接长度的增加ꎬ接头的极限失效载荷值不断增加ꎬ但
增加的幅度逐渐变小ꎬ当搭接长度增加到 90 mm 以
后ꎬ极限失效载荷值逐渐趋于稳定ꎮ 因此在工程应
用上ꎬ为了节约成本ꎬ应合理选择搭接长度ꎮ
图 5 不同搭接长度接头的连接性能变化趋势
Fig? 5 Variation trend of joint properties with different lap lengths
4? 3 螺栓孔间距对接头连接性能的影响
在 A 组和 C 组的对比实验中ꎬ只改变了螺栓孔
间距 L2 ꎮ 分析结果可知ꎬCFRP 胶螺混合接头在 L2
=
15 mm 时具有更优的连接性能ꎬL2
= 30 mm 时的极
限失效载荷提升了 15%ꎮ
图 6 为 L2分别为 30 mm 和 15 mm 的接头失效
形式对比图ꎮ 从图 6 中可以看出:当螺栓孔间距为
30 mm 时ꎬ接头的失效形式为两端螺栓附近胶接区
域出现的层合板分层失效ꎻ当螺栓孔间距为 15 mm
时ꎬ接头的失效形式为接头搭接区域边缘、两端螺栓
以外的胶接区域出现的层合板分层失效ꎮ 以上结果
对比说明减小接头螺栓孔间距、增加接头两侧的胶
接区域ꎬ能够提高接头两端胶接区域的连接性能ꎬ从
而提升接头的极限连接性能ꎮ
(a)螺栓孔间距 L2
= 30 mm 的失效形式
(b)螺栓孔间距 L2
= 15 mm 的失效形式
图 6 不同螺栓孔间距的失效形式对比图
Fig? 6 Comparison diagram of failure modes with
different bolt hole spacing
不同螺栓孔间距的接头连接性能变化趋势(仿
真结果)如图 7 所示ꎮ 由图 7 可知ꎬ随着螺栓孔间距
的增加ꎬCFRP 胶螺混合接头的极限失效载荷值先缓
慢增大ꎬ然后急剧减小ꎬ当螺栓孔间距为 15 mm 时ꎬ
极限失效载荷具有最大值 34? 27 kNꎮ
图 7 不同螺栓孔间距的接头连接性能变化趋势
Fig? 7 Trend of joint connection performance with
different bolt hole spacings
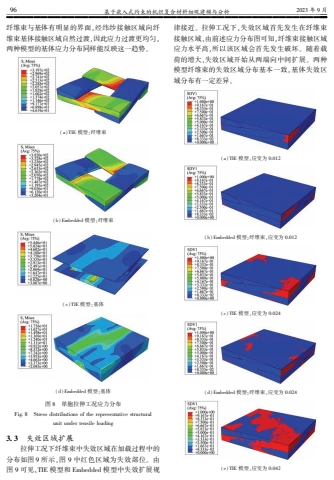
4? 4 间隙配合对接头连接性能的影响
由于正常配合关系情况下两端的受力大于中间
螺栓的受力ꎬ因此实验中将两端螺栓制作为间隙配
合ꎬ以减小两端螺栓的受力ꎮ 在 A 组和 B 组的对比实
2023 年第 9 期 71
???????????????????????????????????????????????
结构参数对 CFRP 三螺栓胶螺混合接头连接性能的影响研究
验中ꎬ中间螺栓孔直径 C1
= 5 mmꎬ两端螺栓孔直径
C2
=5? 3 mmꎮ 结果表明ꎬCFRP 胶螺混合接头在两端
螺栓孔间隙为 5? 3 mm 时具有更优的连接性能ꎬ比螺
栓孔间距为 5 mm 时的极限失效载荷提升了 6? 9%ꎮ
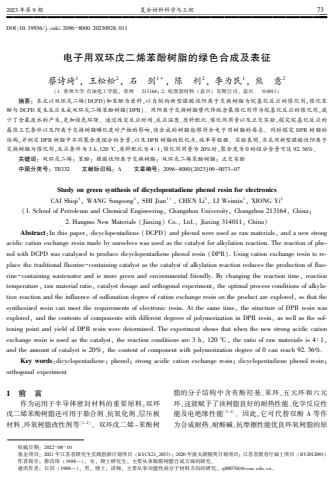
图 8 所示为三个螺栓均为正常配合关系和两端
螺栓为间隙配合的接头失效形式对比图与应力分布
图ꎮ 从图 8 中可以看出:当三个螺栓均为正常配合
关系时ꎬ接头的失效形式为两端螺栓由于螺栓挤压
出现的裂纹ꎬ说明两端螺栓受力较大ꎬ从应力分布图
中也可以看出中间螺栓应力小于边缘螺栓应力ꎻ当
两端螺栓为间隙配合时ꎬ中间螺栓的应力明显大于
两端螺栓的应力ꎬ接头的失效形式为中间螺栓由于
挤压出现的裂纹ꎬ说明中间螺栓受力最大ꎮ 以上结
果对比说明增加两端螺栓孔直径ꎬ使两端螺栓为间
隙配合ꎬ能够减小两端螺栓的受力ꎬ增大中间螺栓的
受力ꎬ提升接头的极限失效载荷ꎮ
(a)三螺栓均为正常配合(C1
=C2
= 5 mm)的失效形式
(b)两端螺栓为间隙配合(C1
= 5 mm、C2
= 5.3 mm)的失效形式
(c)三螺栓均为正常配合的应力分布
(d)两端螺栓为间隙配合的应力分布
图 8 不同间隙配合的失效形式对比图和应力分布图
Fig? 8 Comparison diagram of failure modes and stress
pattern of different clearance fits
图 9 所示为不同间隙配合关系的接头性能变化
趋势图ꎮ 由图 9 可知:在两端螺栓孔直径相同的情况
下ꎬ中间螺栓孔直径越大ꎬ接头的极限失效载荷越小ꎻ
当中间螺栓孔直径为 5? 3 mm 时ꎬ两端螺栓孔直径
的变化对接头的极限失效载荷影响很小ꎬ这是因为
中间螺栓的间隙配合使中间螺栓几乎不受力ꎻ当中
间螺栓孔直径为 5 mm 时ꎬ随着两端螺栓孔直径的
增大ꎬ接头的极限失效载荷先增大后减小ꎬ在中间螺
栓孔直径为 5? 2 mm 时取得最大值ꎬ与三个螺栓全
是正常配合相比ꎬ接头极限失效载荷提升了 7? 9%ꎮ
图 9 不同间隙配合的接头性能变化趋势
Fig? 9 Variation trend of joint performance with
different clearance fits
5 结 论
通过实验和数值模拟相结合的方法研究了结构
参数搭接长度、螺栓孔间距及间隙配合关系对单搭
接、三螺栓的 CFRP 胶螺混合接头连接性能的影响ꎬ
得到如下结论:
(1)搭接长度的增加能够使接头的受力分布由
接头边缘向中间转移ꎬ提升 CFRP 胶螺混合接头的
极限失效载荷ꎮ 接头的连接性能随着搭接长度的增
加而不断增加ꎬ但增加的幅度逐渐变小ꎬ最终逐渐趋
于稳定值ꎮ
(2)减小接头螺栓孔间距能够提高接头两端胶
接区域的连接性能ꎬ提升接头的极限失效载荷ꎮ 随
着螺栓孔间距的增加ꎬ接头的连接性能先缓慢增加ꎬ
然后急剧减小ꎬ当螺栓孔间距为 15 mm 时ꎬ极限失
效载荷具有最大值 34? 27 kNꎮ
(3)针对接头中间螺栓受力小于两端螺栓受力
的情况ꎬ增加两端螺栓孔直径ꎬ使两端螺栓为间隙配
合ꎬ从而增大中间螺栓的受力ꎬ提升接头的极限失效
载荷ꎮ 当两端螺栓孔直径为 5? 2 mm 时ꎬ接头具有最
佳失效载荷ꎬ与三螺栓全是正常配合相比提升了7? 9%ꎮ
(下转第 84 页)
72 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
DOI:10? 19936 / j? cnki? 2096-8000? 20230928? 011
电子用双环戊二烯苯酚树脂的绿色合成及表征
蔡诗琦1
ꎬ 王松松2
ꎬ 石 剑1∗
ꎬ 陈 利2
ꎬ 李为民1
ꎬ 熊 意2
(1? 常州大学 石油化工学院ꎬ 常州 213164ꎻ 2? 杭摩新材料 (嘉兴) 有限公司ꎬ 嘉兴 314011)
摘要: 本文以双环戊二烯(DCPD)和苯酚为原料ꎬ以自制的新型强酸性阳离子交换树脂为烷基化反应的催化剂ꎬ催化苯
酚与 DCPD 发生反应生成双环戊二烯苯酚树脂(DPR)ꎮ 用阳离子交换树脂替代传统含氟催化剂作为烷基化反应的催化剂ꎬ减
少了含氟废水的产生ꎬ更加绿色环保ꎮ 通过改变反应时间、反应温度、原料配比、催化剂用量以及正交实验ꎬ探究烷基化反应的
最佳工艺条件以及阳离子交换树脂磺化度对产物的影响ꎬ使合成的树脂能够符合电子用树脂的要求ꎮ 同时探究 DPR 树脂的
结构ꎬ并测定 DPR 树脂中不同聚合度组分的含量ꎬ以及 DPR 树脂的软化点、收率等数据ꎮ 实验表明ꎬ当采用新型强酸性阳离子
交换树脂为催化剂ꎬ反应条件为 3 h、120 ℃ ꎬ原料配比为 4 ∶ 1ꎬ催化剂用量为 20%时ꎬ聚合度为 0 的组分含量可达 92? 36%ꎮ
关键词: 双环戊二烯ꎻ 苯酚ꎻ 强酸性阳离子交换树脂ꎻ 双环戊二烯苯酚树脂ꎻ 正交实验
中图分类号: TB332 文献标识码: A 文章编号: 2096-8000(2023)09-0073-07
Study on green synthesis of dicyclopentadiene phenol resin for electronics
CAI Shiqi
1
ꎬ WANG Songsong
2
ꎬ SHI Jian
1∗
ꎬ CHEN Li
2
ꎬ LI Weimin
1
ꎬ XIONG Yi
2
(1? School of Petroleum and Chemical Engineeringꎬ Changzhou Universityꎬ Changzhou 213164ꎬ Chinaꎻ
2? Hangmo New Materials (Jiaxing) Co.ꎬ Ltd.ꎬ Jiaxing 314011ꎬ China)
Abstract:In this paperꎬ dicyclopentadiene (DCPD) and phenol were used as raw materialsꎬ and a new strong
acidic cation exchange resin made by ourselves was used as the catalyst for alkylation reaction. The reaction of phe ̄
nol with DCPD was catalyzed to produce dicyclopentadiene phenol resin (DPR). Using cation exchange resin to re ̄
place the traditional fluorine-containing catalyst as the catalyst of alkylation reaction reduces the production of fluo ̄
rine-containing wastewater and is more green and environmental friendly. By changing the reaction timeꎬ reaction
temperatureꎬ raw material ratioꎬ catalyst dosage and orthogonal experimentꎬ the optimal process conditions of alkyla ̄
tion reaction and the influence of sulfonation degree of cation exchange resin on the product are exploredꎬ so that the
synthesized resin can meet the requirements of electronic resin. At the same timeꎬ the structure of DPR resin was
exploredꎬ and the contents of components with different degrees of polymerization in DPR resinꎬ as well as the sof ̄
tening point and yield of DPR resin were determined. The experiment shows that when the new strong acidic cation
exchange resin is used as the catalystꎬ the reaction conditions are 3 hꎬ 120 ℃ ꎬ the ratio of raw materials is 4 ∶ 1ꎬ
and the amount of catalyst is 20%ꎬ the content of component with polymerization degree of 0 can reach 92? 36%.
Key words:dicyclopentadieneꎻ phenolꎻ strong acidic cation exchange resinꎻ dicyclopentadiene phenol resinꎻ
orthogonal experiment
收稿日期: 2022-08-10
基金项目: 2021 年江苏省研究生实践创新计划项目 (KYCX21_2853)ꎻ 2020 年南太湖精英计划项目ꎻ 江苏省教育厅面上项目 (BY2012091)
作者简介: 蔡诗琦 (1998—)ꎬ 女ꎬ 硕士研究生ꎬ 主要从事酚醛树脂合成方面的研究ꎮ
通讯作者: 石剑 (1988—)ꎬ 男ꎬ 博士ꎬ 讲师ꎬ 主要从事功能性高分子材料方向的研究ꎬ sj880701@cczu? edu? cnꎮ
1 前 言
作为运用于半导体密封材料的重要原料ꎬ双环
戊二烯苯酚树脂还可用于黏合剂、抗氧化剂、层压板
材料、环氧树脂改性剂等[1-2]
ꎮ 双环戊二烯-苯酚树
脂的分子结构中含有酚羟基、苯环、五元环和六元
环ꎬ这就赋予了该树脂良好的耐热性能、化学反应性
能及电绝缘性能[3-5]
ꎮ 因此ꎬ它可代替双酚 A 等作
为合成耐热、耐酸碱、抗摩擦性能优良环氧树脂的原
2023 年第 9 期 73
???????????????????????????????????????????????
电子用双环戊二烯苯酚树脂的绿色合成及表征
料ꎬ也可代替酚醛树脂用于油漆制造行业ꎬ还可用于
环氧树脂固化剂、印刷电路板及半导体密封胶等的
制造中[6-8]
ꎮ 国内对双环戊二烯-酚型树脂的合成
已经有了一定的研究ꎬ大多以苯酚和 DCPD 为原料ꎬ
在 BF3?Et
2O、甲磺酸、对甲苯磺酸等酸性催化剂的
催化作用下合成双环戊二烯-苯酚树脂[9-10]
ꎬ反应方
程式见图 1ꎮ 但这些催化剂大多需要通过水洗除
去ꎬ会产生大量废水ꎬ因此ꎬ需要寻找到一种绿色的
催化剂ꎬ既能高效催化苯酚与双环戊二烯的烷基化
反应ꎬ又能减少废水的产生ꎬ绿色环保ꎮ 许多学者采
用阳离子交换树脂来催化苯酚的烷基化反应[11-14]
ꎬ
并对苯酚与 DCPD 烷基化反应的催化剂进行了较多
研究[15-16]
ꎮ 若将阳离子交换树脂作为催化剂运用
到双环戊二烯苯酚树脂的合成中ꎬ就可改变反应过
程中产生大量含氟废水的情况ꎮ
(n = 0ꎬ1ꎻn<0 指一分子苯酚与一分子双环戊二烯反应的结构)
图 1 苯酚与双环戊二烯反应方程式
Fig? 1 Reaction equation of phenol and dicyclopentadiene
双环戊二烯结构的双键可在酸性催化剂的催化
作用下与苯酚等酚类物质发生烷基化反应ꎬ生成不
同聚合度的油状或树脂状产物ꎮ 随着反应条件的变
化ꎬDCPD 的分解反应、DCPD 阳离子自聚反应、DCPD
与环戊二烯(CPD)的加成反应以及 CPD 与苯酚烷
基化等反应也会同时进行ꎮ 电子用的双环戊二烯苯
酚树脂(DPR) 要求反应产物要具有较高的软化点
和理想的玻璃转化温度ꎬ这样能降低产物的吸湿性
和热膨胀系数ꎬ因此反应产物的的聚合度不能太高ꎬ
一般为两分子苯酚与一分子双环戊二烯反应结合的
产物ꎬ而且电子用的 DPR 树脂要求软化点不能太
高ꎬ一般要求其软化点为 88 ~ 94 ℃ ꎬ树脂中 n = 0 组
分含量大于 90%ꎮ
本文以自制的新型强酸性阳离子交换树脂为苯
酚与双环戊二烯反应的催化剂[17-18]
ꎬ反应结束后只
需过滤出树脂即可ꎬ不用水洗ꎬ减少了废水的产生ꎻ
反应过程中不会产生污染ꎬ操作简单ꎬ绿色环保ꎻ而
且反应温和ꎬ易于控制反应温度ꎮ 该阳离子交换树
脂由苯乙烯经过共聚后得到苯乙烯小球ꎬ再用浓硫
酸磺化所得[17-20]
ꎮ 以阳离子交换树脂为催化剂催
化合成的 DPR 树脂中所含聚合度 n = 0 组分的含量
与以 BF3?Et
2O 为催化剂催化合成的 DPR 树脂含量
相近ꎬ都能够满足电子封装对双环戊二烯苯酚树脂
中 n = 0 组分含量大于 90%的要求ꎮ
2 实验部分
2? 1 试剂及仪器
苯乙烯(SM)ꎬ上海麦克林生化科技有限公司ꎻ
氢氧化钠(NaOH)ꎬ上海麦克林生化科技有限公司ꎻ
聚乙烯醇(PVA)ꎬ济南鑫旺化工有限公司ꎻ过氧化苯
甲酰(BPO)ꎬ上海麦克林生化科技有限公司ꎻ二苯乙
烯(DVB)ꎬ上海麦克林生化科技有限公司ꎻ二氯乙
烷(C2H4Cl
2 )ꎬ扬州市天泰化工有限公司ꎻ98%浓硫
酸(H2 SO4 )ꎬ上海麦克林生化科技有限公司ꎻ盐酸
(HCl)ꎬ上海麦克林生化科技有限公司ꎻ苯酚(P)ꎬ上
海麦克林生化科技有限公司ꎻ双环戊二烯(DCPD)ꎬ上
海麦克林生化科技有限公司ꎻ甲基异丁基酮(MIBK)ꎬ
上海麦克林生化科技有限公司ꎮ
HH-WO 型多功能油水浴锅ꎻFA2004 型电子分
析天平ꎻSHZ-DⅢ型循环水泵ꎻ2XZ-B 型旋片式真
空泵ꎻSYD-2806F 型软化点自动测试仪ꎬ上海昌吉
地质仪器有限公司ꎻSpectrum Two 型红外光谱仪ꎬ珀
金埃尔默仪器(上海)有限公司ꎻZeiss-supra55 型扫
描电镜能谱仪ꎬ德国蔡司ꎮ
2? 2 实验方法
2? 2? 1 强酸性阳离子交换树脂的合成
在烧瓶中加入蒸馏水和次甲基蓝ꎬ加入 5%聚乙
烯醇ꎬ搅拌升温至 40 ℃ ꎻ加入溶有 0? 25 g 过氧化苯
甲酰的 20 g 苯乙烯和 5 g 二苯乙烯的混合物ꎬ继续
升温至 70 ℃ꎻ70 ℃下保温 1 h 后再升温至 85~87 ℃ꎬ
反应 1 hꎻ当小球定型固化后升温至 95 ℃ ꎬ继续反应
2 hꎻ2 h 后停止搅拌ꎬ继续加热 2 ~ 3 h 后ꎬ将小球过
滤出来ꎬ用热水水洗两次ꎬ再用蒸馏水水洗两次ꎻ将
水洗过后的小球在 80 ℃ 烘箱中干燥 2 hꎬ得到产物
小球[21-23]
ꎮ 将白球放入烧杯中ꎬ加入 20 g 二氯乙烷
溶胀 10 minꎻ加入 92? 5%的浓硫酸ꎬ在 1 h 内搅拌升
温至 70 ℃ ꎬ反应 1 hꎻ继续升温至 80 ℃ ꎬ反应 6 hꎻ升
温至 110 ℃ ꎬ常压蒸出二氯乙烷ꎬ冷却后换成水浴ꎬ
在搅拌情况下缓慢滴加 100 mL 50%浓硫酸ꎬ控制温
度不高于 35 ℃ꎻ倒去上层酸液ꎬ将小球倒入 50 mL 0 ℃
左右的饱和食盐水中ꎬ再水洗至中性ꎻ加入 100 mL
5%氢氧化钠ꎬ将树脂转化为 Na 型ꎬ再用蒸馏水洗至
中性ꎻ加入 5%盐酸ꎬ将树脂转化为 H 型ꎬ水洗至中
74 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
性即可ꎬ测其磺化度[23-26]
ꎮ 通过改变浓硫酸的加入
量ꎬ制备出不同磺化度的阳离子交换树脂ꎮ
2? 2? 2 DPR 树脂的合成
将苯酚和催化剂加入四口烧瓶中ꎬ搅拌升温至 50
℃左右ꎬ在 30 min 内分两次加入双环戊二烯(DCPD)ꎬ
滴加时控制温度在 80~ 90 ℃ ꎬ加完 DCPD 后恒温反
应 2 hꎬ再搅拌升温至一定温度ꎬ恒温反应 2 hꎬ反应
结束后稍微降温ꎬ加入甲基异丁基酮(MIBK) 搅拌
10 minꎬ过滤出阳离子交换树脂ꎬ再升温至 180 ℃ 减
压蒸馏ꎬ除去过量的苯酚以及 MIBKꎬ最后冷却出料
即得 DPR 树脂ꎮ
2? 3 分析方法
2? 3? 1 阳离子交换树脂磺化度的测定
采用滴定法ꎬ利用酸碱滴定的原理测定阳离子
交换树脂的磺化度ꎮ 取阳离子交换树脂ꎬ以酚酞为
指示剂ꎬ用 0? 1 moL / L 的氢氧化钠(NaOH) 溶液滴
定ꎬ记录 NaOH 溶液消耗的体积ꎬ计算阳离子交换树
脂的磺化度ꎮ
DS =
C?V
C?V +
m -C?V?m
M
式中:DS 为磺化度ꎻC 为 NaOH 溶液的摩尔浓度ꎻm
为阳离子交换树脂的质量ꎻM= 104ꎮ
2? 3? 2 SEM/ EDS 树脂形貌分析
联用 SEM 与 EDSꎬ对阳离子交换树脂放大 50 倍
进行形貌分析ꎮ 采用 EDS 对树脂 S、O、C 三种元素
进行分析ꎮ 选择电子束加速电压值为 15 kVꎬ电子
束流为 145 μAꎬ样品台与物镜距离为(8±2) mmꎮ
2? 3? 3 软化点测定
根据 GB / T 9284? 1—2015ꎬ使用 SYD-2806F 软
化点自动测试仪ꎬ采用环球法测定ꎮ 将待测样放入
安置在金属板上的样品环内ꎬ将样品环与金属板放
入油浴中ꎬ加热至树脂融化ꎬ树脂刚接触金属板的温
度即为树脂软化点温度ꎮ
2? 3? 4 游离酚测定
根据 GB / T 30773—2014ꎬ采用气相色谱测定法
对合成的 DPR 树脂中的游离酚含量进行测定ꎮ 采
用氢火焰检测器ꎬ进样口温度为 220 ℃ꎬFID 检测器温
度为 280 ℃ꎬ进样量为 0? 2 μLꎮ氮气流量为 20 mL/ minꎬ
氢气流量为 30 mL/ minꎬ空气流量为 300 mL/ minꎮ
2? 3? 5 分子量测定
采用凝胶色谱法(GPC)进行测定ꎬ表征数均分
子量ꎮ 其中ꎬ以四氢呋喃为溶剂ꎬ淋洗速度为 1 mL /
minꎬ进样量为 200 μLꎮ
2? 3? 6 红外表征
采用涂膜法测定液体样品的红外谱图ꎬ即将待
测液体均匀涂于 KBr 片表面ꎬ然后进行红外测定ꎮ
采用 KBr 压片法测定固体样品的红外谱图ꎬ即将固
体样品与 KBr 粉末一起研磨并混合均匀后ꎬ再进行
压片ꎬ然后进行红外表征ꎮ
3 结果与讨论
3? 1 阳离子交换树脂结构表征
自制的未磺化以及磺化后的阳离子交换树脂的
红外光谱图见图 2ꎮ 其中3 058 cm
-1
、3 024 cm
-1
、
2 940 cm
-1处的峰为苯环上 C—H 键的伸缩振动吸
收峰ꎬ2 849 cm
-1处的峰为亚甲基的振动峰ꎬ1 600 cm
-1
和1 583 cm
-1处的峰为苯环骨架的伸缩振动吸收峰ꎻ
对比两图发现ꎬ磺化后的阳离子交换树脂较未磺化
的树脂在1 179 cm
-1和1 069 cm
-1处多了磺酸基的吸
收振动峰ꎮ 实验表明ꎬ磺化后的阳离子交换树脂含
有酸性较强的磺酸基团ꎬ具有催化苯酚与双环戊二
烯烷基化的作用ꎮ
图 2 阳离子交换树脂树脂 FT-IR 光谱图
Fig? 2 FT-IR spectra of cation exchange resins
3? 2 阳离子交换树脂 SEM/ EDS 分析
由图 3 可知ꎬ未磺化与磺化后的阳离子交换树
脂都呈球形状ꎬ大小不一ꎮ 未磺化的阳离子交换树
脂中主要为 C 元素ꎬ而自制的阳离子交换树脂 EDS
检测中出现了 C、S、O 元素ꎬ因此可证明磺酸基团成
功接到了树脂结构中ꎮ 阳离子交换树脂中含有大量
的酸性磺酸基团ꎬ容易在溶液中解离出氢离子ꎬ因此
具有强酸性ꎬ能够催化苯酚与双环戊二烯的反应ꎮ
2023 年第 9 期 75
???????????????????????????????????????????????
电子用双环戊二烯苯酚树脂的绿色合成及表征
图 3 未磺化及磺化阳离子交换树脂 SEM/ EDS 图
Fig? 3 SEM/ EDS diagram of unsulfonated and
sulfonated cation exchange resin
3? 3 催化剂磺化度对产物 DPR 软化点及聚
合度的影响
固定反应温度为 120 ℃ ꎬ反应时间为 3 hꎬ催化
剂质量分数为 30%ꎬ原料配比为 4 ∶ 1ꎬ不同磺化度的
催化剂对产物 DPR 软化点以及聚合度 n = 0 组分含
量的影响见图 4ꎮ
图 4 催化剂磺化度对产物软化点以及 n= 0 组分含量的影响
Fig? 4 Effect of catalyst sulfonation degree on
softening point and n = 0 content of product
由实验可知ꎬ当催化剂磺化度为 0%时ꎬ阳离子
交换树脂为未磺化的树脂ꎬ不含有磺酸基团ꎬ因此没
有酸性ꎬ无催化能力ꎮ 由图 4 可知ꎬ随着催化剂磺化
度的增加ꎬ产物 DPR 的软化点以及 DPR 树脂中所
含聚合度 n = 0 组分的含量也不断增加ꎮ 当催化剂磺
化度由 14? 6%增加到 32? 1%时ꎬDPR 树脂软化点由
78? 5 ℃增长到了 86? 4 ℃ ꎬ聚合度 n = 0 组分的含量
由 88? 45%增加到了 92? 18%ꎮ 这是由于磺化度越高
的阳离子交换树脂所含有的磺酸基团越多ꎬ酸性越
强ꎬ催化活性越高ꎬ因此以其为催化剂时合成的 DPR
树脂中聚合度 n = 0 组分的含量越高ꎬ产品能更好地
运用于电子行业中ꎮ
3? 4 反应时间对产物 DPR 软化点及聚合度
的影响
固定反应温度为 120 ℃ ꎬ原料配比为 4 ∶ 1ꎬ催化
剂质量分数为 20%ꎬ改变反应时间ꎬ产物 DPR 软化
点以及聚合度 n = 0 组分含量变化情况见图 5ꎮ
图 5 反应时间对产物软化点以及 n = 0 组分含量的影响
Fig? 5 Effect of reaction time on softening point
and n = 0 content of product
由图 5 可知ꎬ随着反应时间的延长ꎬ产物 DPR
的软化点不断升高ꎬ当反应时间较短时反应不完全ꎬ
产物的软化点较低ꎬ当反应时间为 5 h 时 DPR 的软
化点达到了最高值ꎬ为 89? 9 ℃ ꎮ 同时ꎬ随着反应时
间的延长ꎬ反应产物 DPR 树脂在反应时间为 3 h 时ꎬ
n = 0 组分的含量最大ꎬ为 92? 36%ꎮ 这是因为反应
时间太短反应不完全ꎬ多为一分子苯酚与双环戊二
烯结构产物ꎬ聚合程度低ꎬ产物软化点偏低ꎻ随着反
应时间的延长ꎬ聚合度高的产物含量不断增加ꎬ产物
软化点升高ꎬ同时反应时间太长会有大量副反应生
成ꎬ如双环戊二烯的分解反应、双环戊二烯与环戊二
烯的加成反应等ꎬ大量副产物的产生会影响产物质
量ꎬ考虑到电子用的双环戊二烯苯酚树脂要求其中
n = 0 的组分含量要尽可能高ꎬ因此ꎬ取最佳反应时
间为 3 hꎮ
3? 5 反应温度对产物 DPR 软化点及聚合度
的影响
固定反应时间为 3 hꎬ原料配比为 4 ∶ 1ꎬ催化剂
质量分数为 20%ꎬ改变反应温度ꎬ产物 DPR 软化点
以及聚合度 n = 0 组分含量变化情况见图 6ꎮ
76 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
图 6 反应温度对产物软化点以及 n = 0 组分含量的影响
Fig? 6 Effect of reaction temperature on softening point
and n = 0 content of product
由图 6 可知ꎬ随着反应温度的不断上升ꎬ产物
DPR 的软化点不断增加ꎬ当反应温度较低时ꎬ苯酚
与双环戊二烯的反应不完全ꎬ而反应温度过高时会
影响催化剂的性能ꎬ当使用温度超过其所能承受的
温度时ꎬ树脂会因热分解而遭到破坏ꎬ失去催化活
性ꎮ 当反应温度由 100 ℃ 上升至 140 ℃ 时ꎬ软化点
由 52? 9 ℃上升至 90? 9 ℃ꎬ增加了 38? 0 ℃ꎮ 而产物中
聚合物 n = 0 的组分含量则随着反应温度的提高先
升高后减小ꎬ在 120 ℃ 时达到最大ꎬ为 92? 36%ꎮ 这
表明ꎬ反应温度的升高有利于 DCPD 与苯酚的烷基
化反应ꎬ生成的产物聚合度不断增大ꎬ但温度过高会
使生成的产物聚合度过大ꎬ不断生成三聚物、四聚物
等产物ꎬ从而使聚合度 n = 0 的产物含量大大减少ꎮ
综上所述ꎬ取最佳的反应温度为 120 ℃ ꎮ
3? 6 催化剂用量对产物 DPR 软化点及聚合
度的影响
固定反应温度为 120 ℃ ꎬ原料配比为 4 ∶ 1ꎬ反应
时间为 3 hꎬ改变催化剂质量分数ꎬ产物 DPR 质量软
化点以及聚合度 n = 0 组分含量变化情况见图 7ꎮ
图 7 催化剂用量对产物软化点以及 n = 0 组分含量的影响
Fig? 7 Effect of catalyst dosage on softening point
and n = 0 content of product
由图 7 可知ꎬ随着催化剂用量的不断增加ꎬ催化
效率不断提高ꎬ反应程度进一步提升ꎬ不断生成三聚
体、四聚体等产物ꎬ因此反应产物 DPR 的软化点不
断上升ꎬ而 n = 0 组分的含量在催化剂用量为 20%时
达到最大ꎬ为 92? 36%ꎬ然后随着催化剂用量的增加
不断下降ꎮ 当催化剂用量由 20%上升至 30%时ꎬn = 0
组分的含量由 92? 36%下降至 60? 27%ꎬ下降了 16? 56%ꎬ
下降幅度较大ꎮ 这是因为催化剂较少时反应不完
全ꎬ生成的产物多为一分子苯酚与一分子双环戊二
烯结构ꎬ聚合程度低ꎬ软化点低ꎬ而催化剂用量过多
时ꎬ催化效率高ꎬ使生成的产物为三聚、四聚结构ꎬ聚
合程度高ꎬ软化点过高ꎮ 综上所述ꎬ取最佳催化剂用
量为苯酚质量的 20%ꎮ
3? 7 原料配比对产物 DPR 软化点及聚合度
的影响
固定反应温度为 120 ℃ ꎬ反应时间为 3 hꎬ催化
剂质量分数为 20%ꎬ改变原料配比(即原料苯酚与
双环戊二烯的摩尔比)ꎬ产物 DPR 软化点以及聚合
度 n = 0 组分含量变化情况见图 8ꎮ
图 8 原料配比对产物软化点以及 n = 0 组分含量的影响
Fig? 8 Effect of raw material ratio on softening point
and n = 0 content of product
由图 8 可知ꎬ随着原料配比的增加ꎬ产物 DPR
的软化点不断下降ꎬ当原料配比由 2 ∶ 1 提高到 6 ∶ 1
时ꎬ产物的软化点由 60? 5 ℃ 提高到了 93? 4 ℃ ꎮ 苯
酚在反应过程中除了作为反应物参与反应ꎬ还起到
了溶剂的作用ꎮ 当苯酚加入量较少时ꎬ溶剂作用较
低ꎬ反应进行程度不高ꎬ因此聚合程度低ꎬ表观现象
为 DPR 的软化点较低ꎬ在一定范围内ꎬ随着苯酚加
入量的增加ꎬ溶剂作用增强ꎬ同时反应物料增加了原
料的接触ꎬ提高了多分子苯酚与一分子双环戊二烯
反应的概率ꎮ 经单因素实验研究表明ꎬ当原料配比
为 4 ∶ 1 时ꎬ产物中 n = 0 的组分含量达到最大ꎬ继续
2023 年第 9 期 77
???????????????????????????????????????????????
电子用双环戊二烯苯酚树脂的绿色合成及表征
增大苯酚的加入量会有更多的苯酚与双环戊二烯反
应ꎬ生成 n = 1、n = 2 的产物ꎬ使 n = 0 组分含量不断减
少ꎬ为满足电子用双环戊二烯苯酚树脂中 n = 0 组分
含量大于 90%的要求ꎬ取最佳反应物配比为 4 ∶ 1ꎮ
3? 8 DPR 树脂结构表征
DPR 树脂的红外光谱图见图 9ꎮ 其中3 408 cm
-1
处的峰为羟基的振动峰ꎬ3 034 cm
-1
、2 942 cm
-1处的
峰为苯环上 C—H 键的伸缩振动吸收峰ꎻ2 862 cm
-1
处的峰为亚甲基的振动峰ꎬ1 588 cm
-1
、1 512 cm
-1
、
1 488 cm
-1和1 451 cm
-1处的四个峰为苯环骨架的伸
缩振动吸收峰ꎬ751 cm
-1处的峰对应的是脂环碳链
骨架的吸收振动峰ꎮ 理论上看ꎬ双环戊二烯苯酚树
脂的结构中含有上述的特征基团结构ꎬ因此可以判
断出合成的产品即为双环戊二烯苯酚树脂ꎮ
图 9 DPR 树脂 FT-IR 光谱图
Fig? 9 FT-IR spectrum of DPR resin
3? 9 正交实验设计及结果与分析
正交实验采用的四个因素为反应时间、反应温
度、催化剂用量(催化剂与苯酚的质量比)、原料配
比(苯酚与双环戊二烯的摩尔比)ꎬ每个因素采用三
个水平ꎬ因素与水平的关系见表 1ꎮ
表 1 正交实验因素与水平的关系
Table 1 Relationship between orthogonal
experimental factors and level
因素
反应时间
/ h
反应温度
/ ℃
催化剂用量
/ %
原料配比
1 2 110 15 2 ∶ 1
2 3 120 20 3 ∶ 1
3 4 130 25 4 ∶ 1
按照所设计的四因素三水平正交实验表进行相
关实验ꎬ以软化点以及 n = 0 组分的含量为考察指
标ꎬ所得结果见表 2ꎮ
表 2 四因素与软化点、n = 0 组分含量
关系的正交实验方案表
Table 2 Orthogonal experimental scheme for the
relationship between four factors and
softening point and n = 0 component content
方案
反应时间
/ h
反应温度
/ ℃
催化剂
用量/ %
原料
配比
n = 0 组分
含量/ %
1 2 110 15 2 ∶ 1 70.35
2 2 120 20 4 ∶ 1 85.60
3 2 130 25 3 ∶ 1 84.21
4 3 110 20 3 ∶ 1 81.06
5 3 120 25 2 ∶ 1 74.26
6 3 130 15 4 ∶ 1 93.28
7 4 110 25 4 ∶ 1 86.91
8 4 120 15 3 ∶ 1 83.28
9 4 130 20 2 ∶ 1 70.29
K1
/ K1
240.16 /
80.05
228.32 /
76.11
246.91 /
82.30
214.90 /
71.63
-
K2
/ K2
248.60 /
82.87
243.14 /
81.05
236.95 /
78.98
248.55 /
82.85
-
K3
/ K3
240.48 /
80.16
247.78 /
82.59
245.38 /
81.79
265.79 /
88.60
-
R 2.82 6.48 3.32 16.97 -
注:K1 、K2 、K3分别为 A、B、C、D 三个因素在三个水平下的指标值
之和ꎻK1 、K2 、K3分别为 K1 、K2 、K3 的算术平均值ꎻR 指各因素在 K1 、
K2 、K3中的极差ꎮ
直接观察找到 n = 0 组分含量最高的方案为方
案 6ꎬ对应方案 A2B3C1D3 ꎮ 通过计算分析可得ꎬ极差
越大的因素重要程度越高ꎬ而 R4>R2>R3>R1 ꎬ可知原
料配比是影响 n = 0 组分含量的重要因素ꎬ反应温度
次之ꎬ催化剂用量再次之ꎬ反应时间影响最小ꎮ 理论
n = 0 组分含量最高的方案为 A2B3C1D3 ꎬ与直接观察
正交实验结果一致ꎮ 综上所述ꎬ实验方案 A2B3C1D3 ꎬ
即当反应时间为 3 hꎬ反应温度为 130 ℃ ꎬ催化剂用
量为 15%ꎬ原料配比为 4 ∶ 1 时ꎬ所制备的 DPR 中含
有 n = 0 组分含量最高ꎬ为 93? 28%ꎮ
将 DPR 树脂与市售的电子用双环戊二烯苯酚
树脂性能进行比较可知ꎬ以强酸性阳离子交换树脂
为催化剂合成的 DPR 树脂与市售电子用的 DPR 树
脂在性能方面相差不大ꎮ 其中ꎬDPR 树脂软化点为
88? 7 ℃ ꎬ比市售电子用的 DPR 树脂高了 0? 1 ℃ ꎮ 市
售电子用的 DPR 树脂中 n = 0 的组分为 91? 03%ꎬ而
DPR 树脂中 n = 0 组分的含量为 93? 28%ꎮ 综上所
述ꎬ以强酸性阳离子交换树脂为催化剂合成的 DPR
78 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
树脂中聚合度为 0 的组分含量较高ꎬ较接近市售的
DPR 树脂ꎮ
4 结 论
本文以自制的新型强酸性阳离子交换树脂作为
苯酚与 DCPD 反应的催化剂ꎬ探究能够催化合成电
子用双环戊二烯苯酚树脂的最佳反应条件ꎮ 实验表
明ꎬ当以新型强酸性阳离子交换树脂作为催化剂催
化苯酚与 DCPD 反应时ꎬ反应产物中 n = 0 组分的含
量最高可达 92? 36%ꎬ此时反应时间为 3 hꎬ反应温度
为 120 ℃ ꎬ原料配比为 4 ∶ 1ꎬ催化剂用量为 20%ꎮ 通
过正交实验找到了合成电子用双环戊二烯苯酚树脂
的最佳实验方案ꎬ当反应时间为 3 hꎬ反应温度为
130 ℃ ꎬ原料配比为 4 ∶ 1ꎬ催化剂用量为 15%时ꎬDPR
中所含 n = 0 组分含量可达到 93? 28%ꎮ 综上所述ꎬ
采用强酸性阳离子交换树脂替代 BE3?Et
2O 作为苯
酚与 DCPD 反应的催化剂时ꎬ反应产物中 n = 0 组分
的含量明显提高ꎬ该产物能够符合电子用双环戊二
烯苯酚树脂的要求ꎮ 同时ꎬ采用强酸性阳离子交换
树脂作为催化剂只需过滤ꎬ不用水洗就能除去ꎬ减少
了反应过程中废水的产生ꎬ使反应过程更加绿色环
保ꎬ符合绿色生产的要求ꎮ
参考文献
[1] HWANG H Jꎬ HSU S Wꎬ CHUNG C Lꎬ et al. Low dielectric epoxy
resins from dicyclopentadiene-cintaining poly(phenylene oxide) no ̄
volac cured with dicyclopentadiene containing epoxy[J]. Reactive &
Functional Polymersꎬ 2008ꎬ 68: 1185-1193.
[2] HWANG H Jꎬ SHIEH J Yꎬ LI C Hꎬ et al. Dielectric and thermal
properties of polymer network based on bismaleimide resin and cya ̄
nate ester containing dicyclopentadiene or dipentene[ J]. Journal of
Applied Polymer Scienceꎬ 2007ꎬ 103: 1942-1951.
[3] SHIEH J Yꎬ HUANG H Jꎬ YANG S Pꎬ et al. Synthesis and proper ̄
ties of a cynante ester containing dicyclopentadiene[ J]. Journal of
Polymer Science Part A-Polymer Chemistryꎬ 2005ꎬ 43: 671-681.
[4] HWANG H Jꎬ LIN C Yꎬ WANG C S. Flame retardancy and dielec ̄
tric properties of dicyclopentadiene-based benzoxazine cured with a
phosphorus-containing phenolic resin[J]. Journal of Applied Polymer
Scienceꎬ 2008ꎬ 110: 2413-2423.
[5] SHIEH J Yꎬ LIN C Yꎬ HUANG C Lꎬ et al. Synthesis and character ̄
ization of novel dihydro benzoxazine resin[J]. Journal of Applied Pol ̄
ymer Scienceꎬ 2006ꎬ 101: 342-347.
[6] 于萌ꎬ 王涛ꎬ 张立新ꎬ 等. 苯酚双环戊二烯环氧树脂的合成与固
化性能研究[J]. 北京化工大学学报(自然科学版)ꎬ 2006( 3):
89-93.
[7] 孙豪健. 双环戊二烯苯酚环氧树脂的合成新工艺[D]. 吉林: 长
春工业大学ꎬ 2011: 1-35.
[8] 侯彩英ꎬ 白国宝ꎬ 洛峰. 双环戊二烯-叔丁基苯酚树脂的合成
[J]. 山西化工ꎬ 2003(4): 8-10.
[9] NANGGO M. Product of phenol: 04029946[P]. 1992-01-31.
[10] SAWANO Sꎬ KIYOUGAKU M. Epoxy resin composition sealing ma ̄
terial and semiconductor device by using the composition:10182939
[P]. 1998-07-07.
[11] 胡艳芳ꎬ 李志国. 双环戊二烯对甲酚树脂的合成工艺研究[ J].
青岛大学学报ꎬ 2006ꎬ 21(1): 23-27.
[12] PONNABOINA Tꎬ NOOL V. Amberlyst-15 as a green and efficient
reusable catalyst for friedel-crafts alkylation of activated arenes with
N-sulfonyl aldimines and synthesis of bis-triarylmethanes[J]. Ch ̄
emistry Selectꎬ 2018ꎬ 34(3): 9911-9915.
[13] AMAL Jꎬ PRIYADARSHIN S. Sulfonic acid containing cation-ex ̄
changer resin “INDION-770” and copper(Ⅰ) salts: A novel reus ̄
able catalyst for N- arylation of NH - heterocycles with haloarenes
[J]. Catalysis Science & Technologyꎬ 2011ꎬ 1: 234-238.
[14] HUANG Yꎬ LUO Y. Hafnium-doped mesoporous silica as efficient
lewis acidic catalyst for friedel - crafts alkylation reactions [ J ].
Nanomaterialsꎬ 2019ꎬ 9(8): 1128.
[15] 陈瑞秋. 大孔型强酸性阳离子交换树脂生产工艺技术研究[ J].
化工管理ꎬ 2018(2): 184-185.
[16] 王树清ꎬ 高崇. 强酸性阳离子交换树脂催化合成乙酸辛酯的研
究[J]. 精细石油化工进展ꎬ 2004(8): 84-85.
[17] 王莹婷. 磺化聚苯乙烯型催化剂在 Baeyer-Villiger 反应中的应
用研究[D]. 江苏: 南京理工大学ꎬ 2016: 1-46.
[18] 张保彦. 聚苯乙烯磺酸型离子交换树脂的工艺合成[D]. 北京:
北京化工大学ꎬ 2013: 1-41.
[19] 高利ꎬ 王相君ꎬ 池永庆. 磺化时间对聚苯乙烯小球形貌的影响
[J]. 山西化工ꎬ 2020ꎬ 40(5): 14-16.
[20] 张红. 不同聚苯乙烯微球的磺化[J]. 塑料ꎬ 2020ꎬ 49(2): 140-
147.
[21] 余欣悦. 高浓度磺化聚苯乙烯离聚物流变学的研究[D]. 安徽:
中国科学技术大学ꎬ 2021: 1-38.
[22] 周蕊ꎬ 魏荣卿ꎬ 刘晓宁ꎬ 等. 磺化聚苯乙烯反应工艺研究进展
[J]. 中国塑料ꎬ 2010ꎬ 24(11): 15-19.
[23] 胡友根ꎬ 周志平ꎬ 盛维琛. 多孔苯乙烯-二乙烯基苯共聚物微
球的磺化及其对牛血清蛋白的吸附[ J]. 离子交换与吸附ꎬ
2010ꎬ 26(4): 334-343.
[24] 王园园ꎬ 曾丹林ꎬ 吴洁ꎬ 等. 磺化聚苯乙烯的制备及其催化性
能的研究[J]. 应用化工ꎬ 2019ꎬ 48(11): 2567-2569ꎬ 2573.
[25] 翟丽军ꎬ 范平ꎬ 范欣ꎬ 等. 磺化聚苯乙烯磺化度的测定[ J]. 山
东化工ꎬ 2018ꎬ 47(20): 54-56.
[26] 谢祥林ꎬ 刘美艳. 磺化聚苯乙烯大孔树脂催化醛、酮与乙二醇
缩合[J]. 广州化学ꎬ 2006(3): 6-10.
2023 年第 9 期 79
???????????????????????????????????????????????
热处理对 CF/ PEEK 热塑性复合材料变形的影响
DOI:10? 19936 / j? cnki? 2096-8000? 20230928? 012
热处理对 CF / PEEK 热塑性复合材料变形的影响
王维泽ꎬ 刘 榕ꎬ 于 航
(南京航空航天大学 材料科学与技术学院ꎬ 南京 210006)
摘要: 碳纤维增强聚醚醚酮(CF/ PEEK)是一种性能优异的热塑性复合材料ꎮ CF/ PEEK 在成型过程中对温度和压力等条
件敏感ꎬ不同的热处理条件都可能会对零件的变形产生影响ꎮ 在带弧度的复合材料固化时ꎬ层合板间的内应力在脱模时被释
放ꎬ会造成材料的变形ꎬ影响成型件的精度与后期使用ꎮ 基于热处理工艺对 CF/ PEEK 力学性能的提升ꎬ本文聚焦热处理工艺
对 CF/ PEEK 变形的影响ꎬ设计用于制造曲面零件的原位膜加热设备ꎬ利用圆柱形模具加工 C 形件ꎬ探究不同熔融温度以及不
同退火温度对材料变形的影响ꎬ找出最优工艺曲线ꎬ讨论不同退火温度下可能影响变形的因素ꎮ 研究发现不同熔融温度下零
件回弹角在0.325 7~ 0.473 7之间ꎬ退火温度在 250 ℃下时零件的变形最小ꎮ 此研究旨在利用更高效的制造方法ꎬ提升复合材
料固化后成型件的质量ꎬ助力其在航空航天领域中得到更好的应用ꎮ
关键词: 热塑性复合材料ꎻ 原位膜ꎻ 热处理ꎻ 变形ꎻ C 形件
中图分类号: TB332 文献标识码: A 文章编号: 2096-8000(2023)09-0080-05
Effect of heat treatment on deformation of CF / PEEK thermoplastic composites
WANG Weizeꎬ LIU Rongꎬ YU Hang
(College of Materials Science and Technologyꎬ Nanjing University of Aeronautics and Astronauticsꎬ
Nanjing 210006ꎬ China)
Abstract:Carbon fiber reinforced polyetheretherketone (CF / PEEK) is a thermoplastic composite material with
excellent properties. CF / PEEK is sensitive to conditions such as temperature and pressure during the molding
processꎬ and different heat treatment conditions can have an impact on the deformation of the part. During the curing
of composites with curvatureꎬ internal stresses between the laminates are released during demoldingꎬ which can
cause deformation of the material and affect the accuracy and later use of the molded part. Based on the enhance ̄
ment of the mechanical properties of CF / PEEK by the heat treatment processꎬ this paper focuses on the effect of the
heat treatment process on the deformation of CF / PEEKꎬ designs in-situ film heating equipment for the manufacture
of curved partsꎬ uses cylindrical molds to process C-shaped partsꎬ explores the effect of different melting tempera ̄
tures as well as different annealing temperatures on the deformation of the materialꎬ finds the optimal process curve
and discusses the factors that may affect the deformation at different annealing temperatures. It was found that the
spring - back angle of the parts at different melting temperatures ranged from 0.325 7 to 0.473 7ꎬ and the
deformation of the parts at an annealing temperature of 250 ℃ was the smallest. This study aims toutilize more effi ̄
cient manufacturing methodsꎬ to improve the quality of the molded parts after curing composite materials and help
them to be better used in the aerospace field.
Key words:thermoplastic compositeꎻ in-situ membraneꎻ heat treatmentꎻ deformationꎻ C-shaped
收稿日期: 2022-08-05
基金项目: 国家级大学生创新创业训练支持项目 (202010287060Z)
作者简介: 王维泽 (2001—)ꎬ 男ꎬ 本科ꎬ 2019 级材料科学与工程专业ꎬ wswwzws23@nuaa? edu? cnꎮ
复合材料具有轻质、高强、耐腐蚀、抗疲劳、可设
计性强等特点ꎬ被广泛应用于航空、航天、能源、交通
等各个领域ꎮ 其中ꎬ尤其以树脂基复合材料在航空
航天领域的应用最为广泛[1]
ꎮ 热塑性复合材料相较
于热固性复合材料具有韧性好、疲劳强度高、冲击损
伤容限高、成型周期短、易储存、可回收等优势ꎬ是现
在研究和应用的焦点[2]
ꎮ
碳纤维增强聚醚醚酮(CF / PEEK) 是一种性能
80 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
优异的热塑性复合材料ꎬ具有优异的耐温、机械、电
气和摩擦性能[3-4]
ꎮ 目前成型复合材料的重要工艺
还是以热压罐成型为主ꎬ由于受到设备前期投资大、
成型过程耗能高、后期维护费用高等因素限制ꎬ热压
罐工艺制造成本一直居高不下ꎮ 原位膜加热方法是
一种通过给金属电阻通电产生焦耳热ꎬ在进行绝缘
处理后直接接触材料作为热源的加工方式ꎮ 该方法
设备简单、加热能耗低ꎬ可以实现对材料加工温度的
精准控制ꎬ是实现热塑性复合材料高效、低成本的制
造方法ꎮ
热塑性复合材料的成型包括加热、熔融、冷却、
固结等过程ꎮ 当材料处于熔融温度下时ꎬ会发生基体
熔化ꎬ但较低的熔融温度可能会导致熔化不充分ꎬ而
过高的温度会使基体发生热老化甚至分解ꎬ影响材料
性能ꎮ 张涵其[5]对不同熔融温度处理下的 CF/ PEEK
曲梁强度进行测试ꎬ发现 380 ℃和 400 ℃下制备的复
合材料曲梁失效形式为分层失效ꎬ而 340 ℃和 360 ℃
下ꎬ由于温度未能使树脂完全软化ꎬ曲梁失效形式除
分层失效外ꎬ还伴有部分的拉伸及压缩失效ꎮ 此外ꎬ
热处理中的退火过程被证实可以明显提升 CF/ PEEK
的力学性能ꎮ 宏观上来看ꎬ在 210 ~ 240 ℃ 下退火ꎬ可
以提升材料的最大屈服应力、拉拔行为性能与结晶
度ꎬ且变化规律均随退火温度的增加而增加ꎮ 同时ꎬ
研究发现ꎬCF / PEEK 结晶度的增加可以明显提高材
料的屈服强度[6-7]
ꎮ Greisel 等[8] 研究发现在温度超
过基体玻璃化转变温度( Tg ) 时对未处理的复合材
料进行退火ꎬ可以降低最终制件的残余应力ꎬ并实现
了热应力向接近平衡状态的转变ꎮ 在微观层面上ꎬ
Gogolewski 等[9]研究发现ꎬ在低于 Tg的温度下进行
退火ꎬ可使基体材料的小分子侧链得到松弛ꎬ在缓慢
冷却的过程中ꎬ小分子链侧链可以更加有序地排列ꎮ
Ostberg 等[10]通过研究发现:当退火温度在玻璃化转
变温度 Tg(145 ℃ )与熔点 Tm(335 ℃ )之间时ꎬPEEK
发生了部分熔化和再结晶的现象ꎬ从而使结晶区域
的完整程度增加ꎻ但在 310 ℃下ꎬ随着退火时间的延
长ꎬ材料的结晶度有所减低ꎬ其推测是低分子量晶体
的融化所导致的ꎮ
由于热塑性复合材料在成型过程中对温度和压
力等条件敏感ꎬ成型过程中熔融温度、冷却速率、加
热时局部的温度梯度和各向异性的材料性能等因素
都会对制件的尺寸及形状产生影响ꎮ Cogswell 等[11]
提出连续纤维增强热塑性复合材料在热处理过程中
的变形会受到垂直于和沿纤维方向的树脂渗入、横
向纤维流动、层间滑移和沿纤维方向的内部剪切四
个过程的影响ꎮ另外ꎬ在薄的带拐角复合材料固化时ꎬ
层合板内存在的残余应力在脱模时被释放ꎬ造成成型
件回弹变形ꎬ导致复合材料零件精度差、装配困难[12]
ꎮ
Krämer 等[13]经实验发现ꎬ当温度在加工温度 Tmax和
结晶温度 Tc之间时ꎬ构件与模具之间收缩率存在的
差异会导致纤维波纹的产生ꎬ从而造成构件形状上
的扭曲ꎮ 目前国内外关于热处理对连续纤维增强热
塑性复合材料变形影响的研究集中在对热变形过程
的研究ꎬ对热变形工艺参数对变形影响的研究还存
在很大的空白ꎮ
本文通过现有高效节能的原位膜加热方法ꎬ设
计用于制造曲面零件的原位膜加热设备ꎮ 基于热处
理过程对结晶度、内应力与力学性能的影响ꎬ研究热
处理过程中工艺参数对制件变形的影响ꎮ 针对热处
理工艺中熔融温度与退火温度对 CF / PEEK 固化后
制件变形量的影响ꎬ利用圆柱形模具加工 C 形件ꎬ通
过计算制件回弹角ꎬ探究不同熔融温度以及不同退
火温度对材料变形的影响ꎬ找出退火最优工艺曲线ꎬ
从而提升复合材料固化后成型件的质量ꎬ并解释不
同退火温度下可能影响制件变形的因素ꎮ
1 实验部分
1? 1 原材料
本文采用 TU200 CF/ PEEK 单向预浸料进行实验ꎬ
采用单向铺层的方法ꎬ预浸料的单层厚度为 0? 16 mmꎬ
树脂含量为 34%ꎬ将预浸料裁剪成沿纤维方向长为
179 mmꎬ宽为 20 mm 的长方形样条ꎮ 用超声点焊机
焊接固定一端ꎬ一共铺放 12 层ꎬ厚度约为 2 mmꎮ 采
用 152 mm 直径的圆柱形模具ꎮ 试样的铺放方式如
图 1 所示ꎮ 辅助材料使用聚酰亚胺薄膜真空袋、玻
纤透气毡、高温脱模布、Airtech 高温胶带等ꎮ
图 1 实验用 CF/ PEEK 试样
Fig? 1 CF/ PEEK specimens for experiments
2023 年第 9 期 81
???????????????????????????????????????????????
热处理对 CF/ PEEK 热塑性复合材料变形的影响
1? 2 实验方法
1? 2? 1 搭建曲面原位膜加热设备
实验用加热设备采用自主设计的原位膜加热方
式进行加热ꎬ使用镍铬合金作为电阻发热的方形原
位膜ꎮ 设备布置如图 2 所示ꎮ
图 2 原位膜加热材料放置方法
Fig? 2 In-situ membrane heating material placement method
在处理好的试样上下分别铺设高温脱模布ꎮ 利
用原位膜的中心部分覆盖试样ꎬ确保加热温度的均
匀[14]
ꎮ 铺设玻纤透气毡ꎬ减少实验过程中的热耗散ꎮ
最后用聚酰亚胺薄膜与高温胶带密封并抽出空气ꎬ
以提供材料成型过程所需形状与压力ꎮ 原位膜加热
设备整体如图 3 所示ꎮ
图 3 原位膜加热设备
Fig? 3 Heating equipment of in-situ membrane
电源与控温采用实验室多功能电源ꎬ设有温控表ꎬ
可同时对三个电源进行 PID 控制ꎬ最大输出电压为
10 Vꎬ最大输出电流为 500 Aꎮ 实验设备接线见图 4ꎮ
图 4 原位膜加热设备接线
Fig? 4 Wiring of in-situ membrane heating equipment
1? 2? 2 探究熔融温度对变形的影响
为探究熔融温度对变形的影响ꎬ共设置了四组
实验ꎬ每组实验重复三次ꎬ熔融温度分别为 390 ℃ 、
400 ℃ 、410 ℃ 、420 ℃ ꎬ保温时间为 30 minꎬ工艺曲
线如图 5 所示ꎮ
图 5 不同熔融温度的工艺曲线
Fig? 5 Process curves for different melting temperatures
1? 2? 3 探究退火温度对变形的影响
退火前的熔融温度统一设定为 400 ℃ ꎬ实验中
退火温度围绕玻璃化转变温度 Tg(145 ℃ ) 与熔点
Tm(335 ℃ )设计ꎬ每组实验重复三次ꎬ退火过程中升
温速率为 10 ℃ / minꎬ降温速率为 5 ℃ / minꎬ 保温时
间为 60 minꎬ工艺曲线如图 6 所示ꎮ
图 6 不同退火温度下的工艺曲线
Fig? 6 Process curves at different annealing temperatures
1? 3 测试与表征
利用制件回弹角表征变形量ꎬWisnom 等[15] 通
过有限元模型预测了 C 形构件 135°的回弹角ꎬ其结
果等效为 C 形构件 90°的回弹角ꎮ 根据推导得到等效
的 C 形件 90°回弹角等于半径变化值乘以 90°ꎬ即:
ΔΦ =
ΔR
R
× 90°
式中:ΔΦ 为回弹角ꎻΔR / R 为半径变化值ꎮ
2 结果与讨论
2? 1 不同熔融温度下的变形量对比
图 7 为 CF / PEEK 预浸料在 400 ℃ 条件下保温
并冷却后制得的样品ꎮ 在不同熔融温度下固化得到
的样件变形相关数据如表 1 所示ꎮ 其中在不变形情
况下ꎬ制件的圆心角为 135°ꎬ半径为 76 mmꎮ
82 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
图 7 在 400 ℃下固化的 CF/ PEEK 试样
Fig? 7 CF/ PEEK specimens cured at 400 ℃
表 1 不同熔融温度下非等温固化的变形量
Table 1 Deformation for non-isothermal curing
at different melting temperatures
温度/ ℃ 圆心角/ ° 半径/ mm 回弹角/ °
390 136.5 75.60 0.473 7
400 136.25 75.68 0.384 9
410 135.47 76.38 0.444 1
420 136 75.73 0.325 7
由图 7 可见:样件内侧表面由于与模具接触ꎬ表
面质量较好ꎻ外侧表面有个别突起部分ꎬ这与原位膜
在弯曲状态下变形不均匀的位置一致ꎮ 因此ꎬ曲面
用原位膜的制备仍有待改进ꎮ
从表 1 可以看出ꎬ不同熔融温度对材料变形的
影响较小ꎬ此前研究表明的熔融温度升高所导致的
热残余应力增多[5]
ꎬ并未在制件的变形结果中体现ꎮ
2? 2 不同退火温度下的变形量对比
材料在玻璃化转变温度 Tg以上退火会发生再结
晶行为ꎬ使结晶区域和晶粒完善程度增加ꎮ 其中晶
粒的生长发生在退火过程的前几分钟ꎬ结晶区域的
增大发生在晶粒的生长完成后ꎮ 同时ꎬ在较长的退
火时间下ꎬ由于非结晶区域的松弛ꎬ降低了晶粒完善
程度和结晶区域大小对宏观形状的限制ꎬ使应力得
到释放[9]
ꎮ因此在实验中ꎬ设定 1 h 的退火时长ꎬ在不
同温度下退火后ꎬ测定制件的变形数据ꎬ结果如表 2
所示ꎮ 随着退火温度的升高ꎬ制件变形量先增大后
减小再增大ꎮ 相较于未退火处理的制件ꎬ在 250 ℃
时退火可以减小变形量ꎮ
表 2 不同退火温度下非等温固化的变形量
Table 2 Deformation for non-isothermal curing
at different annealing temperatures
温度/ ℃ 圆心角/ ° 半径/ mm 回弹角/ °
150 136.91 75.02 1.160 5
200 138.22 74.06 2.297 4
250 134.56 76.32 0.378 9
300 136.17 75.63 0.438 2
350 137.77 74.79 1.219 7
制件的变形同时受基体材料的结晶度和制件整
体内应力影响ꎮ 有研究表明ꎬ材料的结晶度随着退
火温度的增加而增加ꎮ 在 200 ℃下退火ꎬ结晶度增加
4? 3%ꎻ当温度达到 300 ℃ 时ꎬ结晶度增加 30? 3%
[7]
ꎮ
考虑到热处理对内应力与结晶度的影响ꎬ上述现象
可能为两个因素相互影响的结果ꎮ 在 150 ℃ 时ꎬ温
度接近 Tgꎬ材料不发生结晶和结晶区域的变化ꎬ结
晶度对制件的变形影响较小ꎬ此条件下内应力部分
释放并重新分布ꎬ变形增大ꎻ当退火温度为 200 ℃时ꎬ
内应力释放程度增大ꎬ而结晶度增加百分比较小ꎬ内
应力对变形的影响占主导地位ꎬ表现为制件变形量
的明显增加ꎻ当退火温度从 250 ℃升高至 300 ℃时ꎬ
结晶度变化量明显上升ꎬ此时结晶度在变形过程中
占据主导ꎬ变形量有所增加ꎻ当退火温度为 350 ℃
时ꎬ已经超过 PEEK 的熔点温度ꎬ在退火过程中ꎬ材
料发生晶体的熔化ꎬ并在冷却时重新结晶ꎬ推断此过
程加剧了内应力分布的不均匀并产生新的内应力ꎬ
使变形量增大ꎮ 但在 250 ℃退火时零件变形量明显
减小的原因仍有待研究ꎮ 同时ꎬ原位膜的单一方向
热场也可能是影响构件变形的又一因素ꎮ
3 结 论
本文通过原位膜加热方式在不同熔融温度以及
不同退火温度条件下对材料变形进行测量ꎮ 主要得
到以下结论:
(1)用于制造曲面零件的原位膜加热设备制得
的样件固化均匀ꎬ该方法对于制备带弧度的样品具
有一定的可行性ꎮ 试件与原位膜接触的表面会因原
位膜在弯曲状态下的不均匀变形产生凸起ꎬ该问题
可以尝试针对带弧度的样品设计对应的原位膜来
解决ꎮ
(2)在不同熔融温度下ꎬCF / PEEK 的变形量保
持在0.325 7~0.473 7之间ꎮ 在 420 ℃下变形量最小ꎬ
且变形量与熔融温度的高低没有呈现出对应的关系ꎮ
(3)在不同退火温度下ꎬCF / PEEK 所制 C 形件
的变形量发生显著变化ꎮ 当退火温度为 250 ℃ 时ꎬ
相对于未退火的制件ꎬ变形量降低 1? 5%ꎮ 而在其余
退火温度下ꎬ制件的变形量都呈现出不同程度的增
加ꎮ 考虑到 CF / PEEK 结晶度随退火温度的升高而
增大ꎬ这一现象的产生可能还受到内应力变化因素
与单一方向热场的影响ꎮ
参考文献
[1] 杨乃宾. 新一代大型客机复合材料结构[ J]. 航空学报ꎬ 2008ꎬ
29(3): 596-604.
2023 年第 9 期 83
???????????????????????????????????????????????
热处理对 CF/ PEEK 热塑性复合材料变形的影响
[2] 罗云烽ꎬ 姚佳楠. 高性能热塑性复合材料在民用航空领域中的
应用[J]. 航空制造技术ꎬ 2021ꎬ 64(16): 93-102.
[ 3] AUDOIT Jꎬ RIVIÈRE Lꎬ DANDURAND Jꎬ et al. Thermalꎬ mechan ̄
ical and dielectric behaviour of poly (aryl ether ketone) with low
melting temperature[J]. Journal of Thermal Analysis and Calorimetryꎬ
2019ꎬ 135(4): 2147-2157.
[4] PUÉRTOLAS J Aꎬ CASTRO Mꎬ MORRIS J Aꎬ et al. Tribological
and mechanical properties of graphene nanoplatelet / PEEK composites
[J]. Carbonꎬ 2019ꎬ 141: 107-122.
[5] 张涵其. CF / PEEK 热塑性复合材料热成型及热变形工艺研究
[D]. 哈尔滨: 哈尔滨工业大学ꎬ 2018.
[6] LEE L Hꎬ VANSELOW J Jꎬ SCHNEIDER N S. Effects of mechanical
drawing on the structure and properties of PEEK[J]. Polymer Engi ̄
neering & Scienceꎬ 1988ꎬ 28(3): 181-187.
[7] REGIS Mꎬ BELLARE Aꎬ PASCOLINI Tꎬ et al. Characterization of
thermally annealed PEEK and CFR-PEEK composites: Structure-
properties relationships[J]. Polymer Degradation and Stabilityꎬ 2017ꎬ
136: 121-130.
[8] GREISEL Mꎬ JÄGER Jꎬ MOOSBURGER-WILL Jꎬ et al. Influence
of residual thermal stress in carbon fiber - reinforced thermoplastic
composites on interfacial fracture toughness evaluated by cyclic single-
fiber push-out tests[ J]. Composites Part A: Applied Science and
Manufacturingꎬ 2014ꎬ 66: 117-127.
[9] GOGOLEWSKI Sꎬ MAINIL-VARLET P. The effect of thermal treat ̄
ment on sterilityꎬ molecular and mechanical properties of various
polylactides: Ⅰ. Poly(L-lactide) [J]. Biomaterialsꎬ 1996ꎬ 17(5):
523-528.
[10] OSTBERG G M Kꎬ SEFERIS J C. Annealing effects on the crystal ̄
linity of polyetheretherketone (PEEK) and its carbon fiber composite
[J]. Journal of Applied Polymer Scienceꎬ 1987ꎬ 33(1): 29-39.
[11] COGSWELL F Nꎬ LEACH D C. Processing science of continuous
fibre reinforced thermoplastic composites [ J ]. SAMPE Journalꎬ
1988ꎬ 24(3): 11-14.
[12] 张晗. 树脂基复合材料固化过程优化及变形方法研究[D]. 西
安: 西安理工大学ꎬ 2021.
[13] KRÄMER E T Mꎬ GROUVE W J Bꎬ WARNET L Lꎬ et al. Tool-
ply interaction in the formation of waviness during C/ PEEK consoli ̄
dation[J]. Composites Part A: Applied Science and Manufacturingꎬ
2021ꎬ 144: 106327.
[14] 陶双全ꎬ 郝小忠ꎬ 杨子剑ꎬ 等. CF / PEEK 复合材料自阻电热-
原位膜混合加热固化方法[J]. 中国机械工程ꎬ 2022ꎬ 33(22):
2748-2754.
[15] WISNOM M Rꎬ POTTER K Dꎬ ERSOY N. Shear-lag analysis of
the effect of thickness on spring-in of curved composites[J]. Journal
of Composite materialsꎬ 2007ꎬ 41(11): 1311-1324.
(上接第 72 页)
参考文献
[1] 关志东ꎬ 杜善义. 我国大型客机先进复合材料技术应对策略思
考[J]. 复合材料学报ꎬ 2008(1): 1-10.
[2] AMOR Nꎬ NOMAN M Tꎬ PETRU M. Classification of textile polymer
composites: Recent trends and challenges[ J]. Polymersꎬ 2021ꎬ 13
(16): 2592-2618.
[3] SUN G Yꎬ YU Hꎬ WANG Zꎬ et al. Energy absorption mechanics
and design optimization of CFRP / aluminium hybrid structures for
transverse loading[J]. International Journal of Mechanical Sciencesꎬ
2019ꎬ 150: 767-783.
[4] WANG Z Yꎬ ZHANG Nꎬ WANG Q Y. Tensile behaviour of open-
hole and bolted steel plates reinforced by CFRP strips[J]. Composites
Part B: Engineeringꎬ 2016ꎬ 100: 101-113.
[5] SHAN M Jꎬ ZHAO L Bꎬ HUANG Wꎬ et al. Effect mechanisms of
hygrothermal environments on failure of single-lap and double-lap
CFRP - aluminum bolted joints[ J]. CMES -Computer Modeling in
Engineering and Sciencesꎬ 2020ꎬ 123(1): 101-127.
[6] XU Cꎬ WANG W Jꎬ LIU Z Mꎬ et al. Prediction model and paramet ̄
ric study on CFRP flat-joggle-flat hybrid ( bonded / bolted) joints
[J]. Journal of Composite Materialsꎬ 2020ꎬ 54(26): 4025-4034.
[7] XU Z X. FE modeling for load distribution analysis of multi - bolt
composite joints[J]. Applied Mechanics and Materialsꎬ 2014ꎬ 551:
104-107.
[8] LIU F Rꎬ ZHANG J Yꎬ ZHAO L Bꎬ et al. An analytical joint stiff ̄
ness model for load transfer analysis in highly torqued multi-bolt com ̄
posite joints with clearances[J]. Composite Structuresꎬ 2015ꎬ 131:
625-636.
[9] LIU F Rꎬ LU X Hꎬ ZHAO L Bꎬ et al. An interpretation of the load
distributions in highly torqued single-lap composite bolted joints with
bolt-hole clearances[ J]. Composites Part B: Engineeringꎬ 2018ꎬ
138: 194-205.
[10] MCCARTHY M Aꎬ MCCARTHY C Tꎬ PADHI G S. A simple
method for determining the effects of bolt-hole clearance on load dis ̄
tribution in single-column multi-bolt composite joints[J]. Composite
Structuresꎬ 2006ꎬ 73(1): 78-87.
[11] HE B L. Experimental and semianalytical investigation of X850 ±
IM190 CFRP bolted joints[J]. Advanced Composites Lettersꎬ 2020ꎬ
29(268): 1-12.
[12] 赵馨怡ꎬ 黄盛楠ꎬ 冯鹏ꎬ 等. 复合材料胶栓混合连接机理的试验
研究[J]. 工程力学ꎬ 2015(32): 314-321.
[13] WANG H Xꎬ DUAN Y Gꎬ ABULIZI Dꎬ et al. Design optimization
of CFRP stacking sequence using a multi-Island genetic algorithms
under low-velocity impact loads[ J]. Journal of Wuhan University
of Technology-Materials Science Editionꎬ 2017ꎬ 32(3): 720-725.
[14] QIU Cꎬ HAN Y Zꎬ SHANMUGAM Lꎬ et al. An even-load-distri ̄
bution design for composite bolted joints using a novel circuit model
and neural network[J]. Composite Structuresꎬ 2022ꎬ 279: 114709.
[15] HASHIN Z. Failure criteria for unidirectional fiber composites[ J].
Journal of Applied Mechanicsꎬ 1980ꎬ 47(2): 329-334.
84 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
DOI:10? 19936 / j? cnki? 2096-8000? 20230928? 013
CFRP 套料钻制孔工艺及轴向力预测研究
张克群1
ꎬ 孙会来1
ꎬ 李 航1
ꎬ 邢文涛1
ꎬ 赵方方2∗
(1? 天津工业大学 机械工程学院ꎬ 天津 300387ꎻ 2? 天津工业大学 经管学院ꎬ 天津 300387)
摘要: 在钻削碳纤维复合材料(CFRP)时ꎬ由钻头轴向力引起的分层损伤是影响零件装配质量与使用寿命的最重要因素
之一ꎮ 为了提高 CFRP 制孔质量ꎬ本文通过正交实验分析了主轴转速、进给量与刃径对套料钻轴向力的影响ꎬ并基于响应面法
(RSM)建立了轴向力回归预测模型ꎮ 针对模型精度问题ꎬ提出了一种粒子群(PSO)算法优化的径向基神经网络(RBF)预测模
型ꎬ并进行了实验验证ꎮ 结果表明:各主因素对轴向力的影响顺序为进给量>主轴转速>刃径ꎬ套料钻高转速、低进给、大刃径的
搭配能获得更小的轴向力ꎻPSO-RBF 神经网络预测模型的平均绝对百分误差为 3? 27%ꎬ相对标准 RBF 神经网络预测模型与
RSM 回归预测模型误差分别降低了 32? 85%与 44? 67%ꎬ因此 PSO-RBF 神经网络模型能更有效地预测套料钻钻削过程中的轴
向力ꎮ
关键词: 碳纤维复合材料ꎻ 轴向力ꎻ 电镀金刚石套料钻ꎻ 响应曲面法ꎻ PSO-RBF 神经网络
中图分类号: TB332 文献标识码: A 文章编号: 2096-8000(2023)09-0085-07
Study on drilling technology and axial force prediction of CFRP
ZHANG Kequn
1
ꎬ SUN Huilai
1
ꎬ LI Hang
1
ꎬ XING Wentao
1
ꎬ ZHAO Fangfang
2∗
(1? School of Mechanical Engineeringꎬ Tiangong Universityꎬ Tianjin 300387ꎬ Chinaꎻ
2? School of Economics and Managementꎬ Tiangong Universityꎬ Tianjin 300387ꎬ China)
Abstract:When drilling carbon fiber composites (CFRP)ꎬ the delamination damage caused by the bit axial
force is one of the most important factors affecting the assembly quality and service life of parts. In order to improve
the quality of CFRP hole makingꎬ this paper analyzes the influence of spindle speedꎬ feed rate and edge diameter on
the axial force of casing drill through orthogonal experimentꎬ and establishes the regression prediction model of axial
force based on response surface method (RSM). Aiming at the problem of model accuracyꎬ a radial basis neural
network (RBF) prediction model optimized by particle swarm optimization (PSO) algorithm was proposed and veri ̄
fied by experiments. The results show that the main factors influence the axial force in the order of feed rate > spin ̄
dle speed > aperture. The combination of high speedꎬ low feed rate and large blade diameter can obtain smaller axi ̄
al force. The average relative error of the PSO-RBF neural network prediction model is 3? 27%ꎬ which is 32? 85%
and 44? 67% lower than that of the standard RBF neural network prediction model and RSM regression prediction
modelꎬ respectively. Thereforeꎬ the PSO-RBF neural network model can predict the axial force in the process of
casing drilling more effectively.
Key words:carbon fiber reinforced plasticꎻ thrust forceꎻ electroplated diamond core drillꎻ response surface
method(RSM)ꎻ PSO-RBF neural network
收稿日期: 2022-08-17
作者简介: 张克群 (2001—)ꎬ 男ꎬ 硕士研究生ꎬ 主要从事碳纤维复合材料制孔质量方面的研究ꎮ
通讯作者: 赵方方 (1979—)ꎬ 女ꎬ 博士ꎬ 副教授ꎬ 主要从事质量控制方面的研究ꎬ zhaoff@tjpu? edu? cnꎮ
碳纤维增强复合材料(CFRP)是以树脂、陶瓷等
为基体ꎬ碳/ 石墨纤维为增强材料ꎬ通过复合工艺制
备而成的ꎬ明显优于原组分性能的一类新型纤维增
强聚合物ꎮ 目前其凭借高强度、质轻等优异性能而
广泛应用于航空航天、风电行业、体育用品、汽车制
造等领域[1]
ꎮ CFRP 通常采用模压成型、纤维缠绕
成型等“近净成型”工艺直接制造成复杂结构件ꎬ但
是由于此类方法精度较差ꎬ所以必须进行二次加工
来保证产品的尺寸公差、形状精度和表面质量[2]
ꎮ
其中ꎬ钻削加工占二次加工总量的 50%以上ꎬ是最重
要的机械加工工序之一ꎮ 但由于 CFRP 具有层间结
合强度低、抗剥离性能差等特点ꎬ在制孔加工中经常
2023 年第 9 期 85
???????????????????????????????????????????????
CFRP 套料钻制孔工艺及轴向力预测研究
出现分层、撕裂、毛刺等加工缺陷ꎬ其中分层缺陷是
影响装配质量、使用寿命的关键ꎬ也是导致零件报废
的最主要原因[3-4]
ꎮ 已有研究表明ꎬ钻削轴向力和分
层缺陷具有很好的关联性ꎬ轴向力越大ꎬ分层缺陷越
严重ꎬ并且 CFRP 制孔过程中存在一个临界轴向力ꎬ
轴向力低于此值则不会出现分层损伤[5]
ꎮ 套料钻在
减少分层缺陷方面的性能要明显优于传统麻花钻性
能[6]
ꎮ 因此ꎬ探究工艺参数对套料钻轴向力的影响
规律以及建立准确可靠的轴向力预测模型ꎬ对实现
CFRP 无分层钻孔、提高 CFRP 层合板的承载性能有
着重要意义ꎮ
在实验方面ꎬHocheng 等[7] 对比了套料钻、烛杆
钻、锯钻等特殊钻头分层开始时的临界轴向力值ꎬ结
果表明ꎬ套料钻的临界轴向力最高ꎬ其次是烛杆钻、
锯钻、阶梯钻以及麻花钻ꎮ 牟娟等[8] 发现在套料钻
钻削过程中ꎬ套料钻每一组磨粒的切削厚度均小于
麻花钻两个切削刃的切削厚度ꎬ并且套料钻切除材
料的体积远小于麻花钻切除材料的体积ꎬ故套料钻
所承受来自材料的摩擦力和变形抗力均小得多ꎬ因
此套料钻在钻削时的轴向力更小ꎮ在轴向力预测方面ꎬ
刘洋等[9]采用 BP 神经网络建立了双顶角钻头的钻
削力预测模型ꎬ并通过实验验证了模型的可靠性ꎮ
Soepangkat 等[10]采用粒子群算法优化的 BP 神经网
络建立了麻花钻与三尖钻的轴向力预测模型ꎬ实验
结果表明ꎬPSO 算法的引入可以有效地增强 BP 神经
网络的预测性能ꎮ Tsao
[11] 考虑了进给速度、主轴转
速等参数的影响ꎬ建立了套料钻轴向力的响应面预测
回归模型和 RBF 神经网络预测模型ꎬ并通过实验证
明了 RBF 神经网络预测模型具有更高的预测精度ꎮ
目前关于 CFRP 制孔工艺参数对轴向力的影响与轴
向力预测模型方面的研究大多针对传统麻花钻ꎬ关
于套料钻的较少ꎬ并且由于 BP、RBF 神经网络连接
权值与层数等关键参数难以确定以及优化工作量大
等原因ꎬ神经网络预测模型很难适用于实际生产中ꎮ
为此ꎬ本文通过正交实验分析了主轴转速、进给
量与刃径对套料钻轴向力的影响规律ꎬ并基于响应面
法建立了 RSM 回归预测模型ꎮ 为了进一步提高模型
预测精度与效率ꎬ建立了一种粒子群算法优化的 RBF
神经网络模型ꎬ粒子群算法通过优化连接权值、中心
值等关键参数ꎬ使神经网络从全局寻优转变为局部
寻优ꎬ可以很好地解决标准 BP、RBF 神经网络模型
收敛速度慢、精度低等问题ꎮ最后通过实验验证表明ꎬ
相比于 RSM 回归预测模型与标准 RBF 神经网络预
测模型ꎬPSO-RBF 神经网络模型具有更好的预测效
果ꎬ可以为实际生产提供一定的数据信息支撑ꎮ
1 实验准备
1? 1 实验条件
本实验采用的材料为日本东丽公司生产的 PAN
碳纤维环氧树脂基 T300 型复合材料(CFRP) 层合
板ꎬ层合板铺层形式为[90°/ 0°]2S ꎬ如图 1 所示ꎬ层
合板上下两表层由 0°与 90°碳纤维平纹编织而成ꎬ
层合板纤维体积分数为 55% ~60%ꎬ厚度为 2 mmꎮ
图 1 材料铺层方式
Fig? 1 Material layering mode
套料钻由刀头、排屑槽、刀杆等组成ꎬ基体材料
为工具钢ꎬ刀头部分与金刚石磨粒通过电镀工艺结
合ꎬ磨粒粒度为 40/ 45 目ꎮ钻头几何参数如表 1 所示ꎮ
表 1 套料钻几何参数
Table 1 Geometric parameters of grinding drill
刃径/ mm 开孔深度/ mm 总长/ mm 柄径/ mm
4 5 56 3.3
5 5 56 4.3
6 4 55 5.3
CFRP 制孔实验平台由汉川 XK714D 数控立铣床
与轴向力动态测量系统组成ꎬ轴向力数据由 Kistler
9257B 多分量测力仪获得ꎬ并通过 5070A 电荷放大器
和 5697A1 数据采集器将数据呈现到电脑 Dyno Ware
中ꎬ如图 2 所示ꎮ
图 2 轴向力动态测量系统
Fig? 2 Dynamic axial force measurement system
86 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
1? 2 实验设计
根据已有的研究和 CFRP 薄板制孔的实际生产
要求ꎬ选择主轴转速、进给速度、刃径为因素ꎬ选择钻
削轴向力、分层因子为响应变量ꎬ设计三因素三水平
的全因子实验ꎬ全因子实验因素水平表如表 2 所示ꎮ
根据因素水平数ꎬ设计 L12(3
3
)正交表ꎬ并在因素中
心点处增加五组实验ꎬ以提高实验结果的可靠性ꎮ 之
后为了将噪声因子对响应的干扰随机分布在各组实
验中ꎬ对实验次序进行随机化处理ꎬ并将中心点的实
验随机分布在实验的开始、中间、结尾处ꎮ 为了保证
数据的精确ꎬ对每个响应值测量三次ꎬ并取平均值ꎮ
表 2 全因子实验因素水平表
Table 2 Factor level table of full factor experiments
水平
因素
A:主轴转速 n
/ (r?min
-1
)
B:进给量 f
/ (mm?min
-1
)
C:刃径 d
/ mm
1 1 000 6 4
2 1 800 12 5
3 2 600 18 6
2 制孔过程分析
套料钻制孔加工过程如图 3 所示ꎬ套料钻前端
磨粒依靠一定的负前角挤压并快速去除材料ꎬ由于钻
头前端多磨粒同时参与切削ꎬ其钻削后产生的切屑
更小ꎬ并且套料钻摆脱了传统麻花钻横刃对轴向力
的影响ꎬ所以套料钻钻削轴向力更低ꎬ加工质量更好ꎮ
图 3 套料钻制孔过程
Fig? 3 Drilling process of set material
套料钻钻削过程轴向力的变化可以分为三个阶
段ꎬ如图 4 所示ꎮ 阶段Ⅰꎬ套料钻端部磨粒与层合板
接触ꎬ挤压工件直至前端磨粒完全进入工件ꎬ这个过
程轴向力急剧升高ꎻ阶段Ⅱꎬ前端磨粒保持在层合板
内部进行切削ꎬ这个过程轴向力波动很大ꎬ但轴向力
值的变化相对比较稳定ꎻ阶段Ⅲꎬ前端磨粒逐渐离开
工件ꎬ11? 3 s 左右的轴向力急剧降低是因为套料钻
前端磨粒已经完全钻穿工件背表面ꎬ当前端磨粒逐
渐离开工件时轴向力的减小趋势才慢慢缓和ꎬ最后
当所有磨粒离开工件时ꎬ轴向力减小为零ꎮ
图 4 钻削轴向力变化曲线
Fig? 4 Change curve of drilling axial force
3 结果及讨论
3? 1 响应曲面分析
根据实验数据ꎬ分别以主轴转速、进给速度、刃
径三个因素中任意两个因素绘制响应曲面图和等高
线图ꎬ并以此来更直观地分析套料钻制孔过程中三
个主因素及其相互作用对轴向力的影响ꎮ
图 5 为 d = 5 mm 时ꎬ套料钻主轴转速和进给量
交互影响的等高线图和三维曲面图ꎮ 由图 5( a)可
以看出等高线图曲率大ꎬ主轴转速和进给量的交互
作用对套料钻轴向力的影响显著ꎮ 由图 5( b)可以
看出进给量对轴向力的影响大于主轴转速的影响ꎬ
当主轴转速取2 600 r/ min 时ꎬ进给量由 6 mm / min
增加到 18 mm / min 会导致 63? 39%的轴向力增量ꎮ
(a)等高线图
(a)Contour diagram
2023 年第 9 期 87
???????????????????????????????????????????????
CFRP 套料钻制孔工艺及轴向力预测研究
(b)三维曲面图
(b)3D surface diagram
图 5 主轴转速、进给量对轴向力的影响
Fig? 5 Influence of spindle speed and feed rate on axial force
图 6 为 f = 12 mm / min 时ꎬ套料钻主轴转速和刃
径交互影响的等高线图和三维曲面图ꎮ 由图 6( a)
可看出主轴转速与刃径几乎呈线性关系ꎬ说明刃径
与进给量的交互作用对套料钻轴向力的影响不显著ꎮ
由图 6(b)可以看出主轴转速对轴向力的影响要大
于刃径的影响ꎬ当刃径取 6 mm 时ꎬ主轴转速由1 000
r/ min 增加到2 600 r/ min 会降低 21? 10%的轴向力ꎬ
因此高转速钻削是减少套料钻轴向力的有效途径ꎮ
(a)等高线图
(a)Contour diagram
(b)三维曲面图
(b)3D surface diagram
图 6 钻头刃径、进给量对轴向力的影响
Fig? 6 Influence of bit edge diameter and feed rate on axial force
图 7 为 n = 1 200 r/ min 时套料钻进给量和刃径
交互影响的等高线图和三维曲面图ꎮ 由图 7( a)可
知等高线曲率较大ꎬ说明进给量和刃径的交互作用
对套料钻轴向力的影响较为显著ꎮ 当主轴转速取
2 600 mm / min 时ꎬ刃径从 4 mm 增加到 6 mm 会降低
18? 98%的轴向力ꎬ因此套料钻在选定参数范围内更
适合大孔加工ꎮ 结合图 5 与图 6 可以看出ꎬ套料钻
轴向力随着进给量的增加而增加ꎬ随着主轴转速的
增加而降低ꎮ 相比于传统麻花钻ꎬ套料钻轴向力的
变化对主轴转速更敏感[6]
ꎬ并且套料钻刃径的提高
有利于减小轴向力ꎬ这可能是因为在钻削时ꎬ套料钻
将载荷均匀分布在与工件接触面的一个环形区域内ꎬ
当刃径增加且壁厚不变时ꎬ套料钻可以将载荷分布
到一个更大的环形区域内ꎬ工件表面单位受力面积
变大ꎬ因此轴向力变小ꎮ 各主因素对轴向力的影响
程度顺序为进给量>主轴转速>刃径ꎻ因素间交互作
用对轴向力的影响程度顺序为主轴转速×进给量>
主轴转速×刃径>进给量×刃径ꎮ
(a)等高线图
(a)Contour diagram
(b)三维曲面图
(b)3D surface diagram
图 7 钻头刃径、主轴转速对轴向力的影响
Fig? 7 Influence of bit edge diameter and
spindle speed on axial force
88 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
3? 2 RSM 回归预测模型
当响应函数未知或者非线性时ꎬ通常使用二阶
数学模型来模拟响应和所用自变量集之间的真实函
数关系ꎬ其响应函数见式(1):
Fz
= β0
+ β1 n + β2
f + β3 d + β4 nf +
β5 nd + β6
fd + β7 n
2 + β8
f
2 + β9 d
2
(1)
式中:Fz为轴向力预测值ꎻβ0 ꎬβ1 ꎬ?ꎬβ9均为预测模
型的回归系数ꎻn、 f、d 分别为主轴转速、进给量和
刃径ꎮ
根据方差分析的结果ꎬ回归模型 P 值<0.000 1ꎬ
失拟项 P>0.05ꎬ代表二阶回归模型极显著ꎬ并且不
需要引入更高阶项ꎻ模型相关系数 0? 99<R
2 = 0.993 8<
1ꎬ变异系数 CV% = 2? 15ꎬ说明实验数据和拟合函数
的吻合程度很高ꎬ模型具有较高的置信度ꎮ 将实验
数据结果代入式(1)ꎬ得到用于预测套料钻钻削轴
向力 Fz的最终回归模型为:
Fz
= - 0.020 603n - 1.622 58f - 23.813 13d +
1.121 29 × 10
-3
nf + 3.559 26 × 10
-3
nd +
0.156 67fd + 1.532 22 × 10
-6
n
2 +
0.045 368f
2 + 1.500 75d
2 + 135.784 98
(2)
图 8 为套料钻钻削轴向力预测值与实际值的比
较ꎬ直线代表预测值ꎬ散点代表实验值ꎬ由图 8 可看出
预测值与实验值的拟合程度较高ꎮ 模型预测精度由
式(3)给定ꎬ经计算模型预测值与实验值的平均绝对
百分误差为 5? 91%ꎬ在允许的误差范围 8%以内[12]
ꎮ
Δ =
1
n ∑
n
i = 1
(Fd )iꎬexpt
- (Fd )iꎬpred
(Fd )iꎬpred
×100% (3)
式中:(Fd )iꎬexpt为第 i 次实验得到的轴向力测量值ꎻ
(Fd )iꎬpred为预测模型在第 i 次实验时给出的轴向力
预测值ꎻn 为实验次数ꎮ
图 8 轴向力预测值、实际值对比
Fig? 8 Comparison of predicted and actual axial force values
4 PSO-RBF 优化预测模型
为了进一步提高轴向力预测模型的精度ꎬ采用
粒子群算法(PSO)优化的径向基神经网络(RBF)建
立轴向力预测模型ꎬ并将预测结果与标准 RBF 神经
网络和 RSM 回归预测模型的结果进行对比ꎬ以验证
PSO-RBF 模型的预测性能ꎮ
4? 1 工作原理
RBF 神经网络根据径向基函数构成隐含层空
间ꎬ利用隐含层对输入向量进行变换ꎬ使低维空间线
性不可分的问题在高维空间线性可分ꎮ RBF 神经网
络在训练过程中完全通过样本数据学习来调整神经
元之间的连接权值ꎬ因此学习速率很高、适用性很
好ꎮ 但是由于其隐含层径向基函数中心、宽度和权
值等关键参数难以确定ꎬ导致 RBF 神经网络盲目性
较大、预测模型的精度较差[13]
ꎮ
粒子群优化算法可以很好地解决这个问题ꎬ其
思路为:将径向基函数的中心、宽度和权值等关键参
数当作自由运动的粒子并随机生成群体的初始位置
和速度ꎬ通过目标函数更新每个粒子与群体的最优
适应度值与位置ꎬ经过不断地迭代ꎬ根据最终的优化
粒子建立神经网络ꎬ以达到 RBF 神经网络从全局寻
优转变为局部寻优的目的[14]
ꎮ PSO-RBF 神经网络
具体流程如图 9 所示ꎮ
图 9 PSO-RBF 神经网络流程图
Fig? 9 Flow chart of PSO-RBF neural network
2023 年第 9 期 89
???????????????????????????????????????????????
CFRP 套料钻制孔工艺及轴向力预测研究
在 PSO 算法中ꎬ惯性因子 w 用来调整全局和局
部搜索的能力ꎬ动态的 w 比固定值能获得更好的寻
优结果ꎬ目前采用较多的是线性递减权值(LDW)策
略ꎬ其计算公式见式(4)ꎮ
w
(t) =
(wini
-wend )(Gk
- g)
Gk
+ wend (4)
式中:Gk为最大迭代次数ꎻwini为初始惯性权值ꎻwend
为迭代至最大进化代数时的惯性权值ꎮ
当粒子在 M 维空间中移动时ꎬPbesti(pi
1 ꎬpi
2 ꎬ?ꎬ
piD)为粒子个体 i 经历过的最好位置ꎬgbest
=(g1ꎬgꎬ?ꎬ
gD)为种群经历过的最好位置ꎮ 粒子 i 第 d 维的速
度和位置根据式(5)与式(6)完成更新ꎮ
vi+1
= w
(t)
vi
+ c1
r1(Pbesti
- xi) + c2
r2
× (gbest
- xi)
(5)
xi+1
= xi
+ vi+1 (6)
式中:vi+1为粒子在 i+1 次迭代时的速度ꎻxi+1为粒子
在 i+1 次迭代时的位置ꎻc1 、c2为学习因子ꎮ
算法终止由目标函数决定ꎬ根据径向基函数特
点ꎬ一般选择均方误差作为 PSO 算法的适应度函
数ꎬ计算方式见式(7)ꎮ
F =
1
N∑
N
I = 1
(Di
- Yi)
2
(7)
式中:N 为训练样本容量ꎻDi为期望输出值ꎻYi为训
练输出值ꎮ
4? 2 数据处理
考虑到神经网络算法对样本量的需要ꎬ增补 12
组实验并对全部样本进行分割ꎬ采用五折交叉验证
的方法来弥补数据量的不足ꎬ随机抽取 20 组和五组
数据分别作为模型的训练集和测试集[15]
ꎮ 最后的
误差评估取五次结果的平均值ꎮ 同时ꎬ为了避免各
参数间量纲的影响ꎬ模型优化前需将样本数据进行
归一化处理ꎬ计算公式见式(8)ꎬ处理后的数据如表
3 所示ꎮ
X′i
=
Xi
-Xmin
Xmax
-Xmin
(8)
式中:Xi和 X′i 分别为归一化前后的样本值ꎻXmax、Xmin
代表某变量在实际样本中的最大、最小值ꎮ
表 3 钻削轴向力归一化数据
Table 3 Normalized data of drilling axial force
编号 主轴转速 n 进给量 f 刃径 d 轴向力 Fz
1 0 0 0 0.61
2 0 0.5 0 0.82
3 0 1 0 1
4 0.5 0 0 0.50
5 0.5 0.5 0 0.68
6 0.5 1 0 0.84
7 1 0.5 0 0.43
8 1 1 0 0.67
9 0 0 0.5 0.57
10 0 0.5 0.5 0.66
11 0 1 0.5 0.81
12 0.5 0 0.5 0.23
13 0.5 0.5 0.5 0.44
14 0.5 1 0.5 0.73
15 1 0 0.5 0.03
16 1 1 0.5 0.53
17 0 0 1 0.24
18 0 0.5 1 0.46
19 0 1 1 0.58
20 0.5 0 1 0.13
21 0.5 0.5 1 0.35
22 0.5 1 1 0.60
23 1 0 1 0
24 1 0.5 1 0.20
25 1 1 1 0.48
4? 3 结果分析
RBF 与 PSO-RBF 预测值与真实值对比结果如
图 10 所示ꎬ由图中的曲线拟合情况可以看出ꎬ相对
于 RBF 预测模型ꎬPSO-RBF 模型的数值拟合程度
更高ꎮ
图 10 RBF、PSO-RBF 预测值对比
Fig? 10 Comparison of predicted values of RBF and PSO-RBF
90 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
在误差估计方面ꎬ采用均方根误差(RMSE) 与
平均绝对百分误差(MAPE)来衡量模型预测值同真
实值之间的偏差和体现模型的预测精度ꎮ 两种神经
网络模型与 RSM 回归预测模型的平均绝对百分误
差对比如图 11 所示ꎬRBF 与 PSO-RBF 的均方根误
差对比如图 12 所示ꎮ
图 11 MAPE 对比
Fig? 11 MAPE comparison
图 12 RMSE 对比
Fig? 12 RMSE comparison
由图 11 可知ꎬRBF 和 PSO-RBF 预测模型的平
均绝对百分误差分别为 4? 87%和 3? 27%ꎬ相对于 RSM
回归预测模型误差分别降低了 17? 60%和 44? 67%ꎮ
由图 12 可知ꎬ在全部五次交叉验证过程中 PSO-RBF
预测模型的均方根误差均小于 RBF 模型ꎬ说明 PSO-
RBF 预测模型能获得更好的数值拟合程度和更高的
预测精度ꎮ
5 结 论
本文利用正交实验分析了套料钻各因素对其钻
削轴向力的影响规律ꎬ并对比了 RSM 回归预测模型、
RBF 与 PSO-RBF 神经网络预测模型的预测性能ꎬ
结果如下:
(1)套料钻轴向力随着进给量的提高而升高ꎬ
随着主轴转速的提高而降低ꎬ钻头刃径的提高有利
于减小轴向力ꎮ 主因素对轴向力影响程度顺序为进
给量>主轴转速>刃径ꎮ 因素间交互作用对轴向力
影响程度顺序为主轴转速×进给量>主轴转速×刃径>
进给量×刃径ꎮ
(2)采用 PSO 算法优化了 RBF 神经网络的连接
权值、中心值等关键参数ꎬ优化后的 RBF 预测模型
的 MAPE 相对 RSM 回归预测模型的 MAPE 降低了
44? 67%ꎬ相对标准 RBF 神经网络预测模型的 MAPE
降低了 32? 85%ꎮ 因此ꎬPSO-RBF 神经网络预测模
型可以更精准地预测套料钻制孔过程中产生的轴
向力ꎮ
参考文献
[1] 郑言. 2021 年我国复合材料的行业发展态势、存在问题与发展
建议[J]. 应用化学ꎬ 2022ꎬ 39(2): 351-352.
[2] 宋绪丁ꎬ 庞利沙. 碳纤维树脂基复合材料及成型工艺与应用研
究进展[J]. 包装工程ꎬ 2021ꎬ 42(14): 81-91.
[3] 蒋骁捷ꎬ 胡小平ꎬ 苏飞ꎬ 等. CFRP 制孔加工缺陷及制孔技术的
研究进展[J]. 机械设计与制造ꎬ 2021(8): 79-82.
[4] 汪海晋. 树脂基复合材料钻削缺陷产生机理与控制策略研究
[D]. 济南: 山东大学ꎬ 2016.
[5] HOCHENG Hꎬ DHARAN C. Delamination during drilling in com ̄
posite laminates[J]. Journal of Engineering for Industryꎬ 1990ꎬ 112
(3): 236-239.
[6] 鲍永杰ꎬ 高航ꎬ 李凤全. 电镀金刚石钻头钻削碳纤维复合材料研
究[J]. 金刚石与磨料磨具工程ꎬ 2009(3): 38-42.
[7] HOCHENG Hꎬ TSAO C C. Effects of special drill bits on drilling-
induced delamination of composite materials[J]. International Journal
of Machine Tools & Manufactureꎬ 2006ꎬ 46(12-13): 1403-1416.
[8] 牟娟ꎬ 陈燕ꎬ 徐九华ꎬ 等. 钎焊套料钻钻削碳纤维增强复合材料
层合板出口撕裂缺陷的成因分析[J]. 中国机械工程ꎬ 2013ꎬ 24
(20): 2699-2704.
[9] 刘洋ꎬ 李鹏南ꎬ 陈明ꎬ 等. 采用 BP 神经网络预测碳纤维增强树脂
基复合材料的钻削力[J]. 机械科学与技术ꎬ 2017ꎬ 36(4): 586-591.
[10] SOEPANGKAT Bꎬ NORCAHYO Rꎬ EFFENDI M Kꎬet al. Multi-
response optimization of carbon fiber reinforced polymer ( CFRP)
drilling using back propagation neural network-particle swarm opti ̄
mization (BPNN-PSO)[J]. Engineering Science and Technologyꎬ
2019ꎬ 23(3): 700-713.
[11] TSAO C C. Comparison between response surface methodology and
radial basis function network for core-center drill in drilling com ̄
posite materials[ J]. The International Journal of Advanced Manu ̄
facturing Technologyꎬ 2008ꎬ 37(11-12): 1061-1068.
[12] 林伟ꎬ 涂俊翔. 高速钻削碳纤维复合材料加工参数对入口分层
的影响研究[J]. 现代制造工程ꎬ 2015(2): 12-17.
[13] 刘诗敬ꎬ 郗欣甫ꎬ 侯曦ꎬ 等. 面向经编机产能的预测算法设计
[J]. 东华大学学报(自然科学版)ꎬ 2021ꎬ 47(4): 35-42.
[14] YU Mꎬ LI Gꎬ JIANG Dꎬ et al. Application of PSO-RBF neural
network in gesture recognition of continuous surface EMG signals
[J]. Journal of Intelligent and Fuzzy Systemsꎬ 2019ꎬ 38(20): 1-12.
[15] LI G Sꎬ YANG J Wꎬ WANG W Jꎬ et al. Augmented RBF meta ̄
model for global sensitivity analysis enhanced byrecursive evolution
LHD and efficient K-fold cross-validation[J]. Journal of Mechani ̄
cal Science and Technologyꎬ 2022ꎬ 36(8): 4127-4142.
2023 年第 9 期 91
???????????????????????????????????????????????
基于嵌入式约束的机织复合材料细观建模与分析
DOI:10? 19936 / j? cnki? 2096-8000? 20230928? 014
基于嵌入式约束的机织复合材料细观建模与分析
王平安
(中国电子科技集团公司第三十八研究所ꎬ 合肥 230088)
摘要: 为了在保证计算精度的前提下提高机织复合材料的建模效率ꎬ本文同时建立了嵌入式约束和绑定约束的平面机织
复合材料有限元模型ꎮ 采用渐进损伤分析的有限元方法研究了两种模型的应变-应力曲线、应力分布、失效扩展规律ꎮ 对比分
析的结果表明:嵌入式约束模型可以得到与绑定约束模型接近的仿真效果ꎻ嵌入式约束模型通过不同的预处理方式ꎬ可以得到
不同的模拟精度ꎮ 将与纤维束有空间交叉的基体单元性能进行合适的折减能有效提高强度模拟精度ꎮ 除此之外ꎬ本文给出了
平面机织复合材料纱线轨迹自动确定方法ꎬ通过编程处理可以进一步提高建模效率ꎮ
关键词: 机织复合材料ꎻ 嵌入式约束ꎻ 绑定约束ꎻ 有限元ꎻ 细观力学模型
中图分类号: TB332 文献标识码: A 文章编号: 2096-8000(2023)09-0092-06
Micro-modeling and analysis of woven composites based on embedded constraints method
WANG Ping’an
(NO.38 Research Institute of CETCꎬ Hefei 230088ꎬ China)
Abstract:In order to improve the modeling efficiency of woven composites under the premise of ensuring calcu ̄
lation accuracyꎬ a finite element model of planar woven composites with embedded constraints and tie constraints is
established in this paper. The strain-stress curveꎬ stress distribution and failure propagation of the two models were
studied by finite element method of progressive damage analysis. The results of the comparative analysis show that
the embedded constraint model can obtain simulation results close to the tie model. The embedded constraints model
can obtain different simulation accuracy through different preprocessing methods. Appropriate reduction of the prop ̄
erties of the matrix elements that have spatial intersections with fiber bundles can effectively improve the strength
simulation accuracy. In additionꎬ this paper presents a method for automatically determining the yarn trajectory of
planar woven compositesꎬ which can further improve the modeling efficiency through programming.
Key words:woven compositesꎻ embedded constraintsꎻ tie constraintsꎻ finite elementꎻ micro-mechanical model
收稿日期: 2022-08-01
作者简介: 王平安 (1982—)ꎬ 男ꎬ 硕士ꎬ 高级工程师ꎬ 主要从事浮空器强度设计方面的工作ꎬ 9764777@qq? comꎮ
作为纺织复合材料的一种典型结构ꎬ机织复合
材料由两组纱线沿不同的方向交织而成ꎮ 与单向复
合材料相比ꎬ机织复合材料具有更优的稳定性ꎬ便于
成型、运输、存放ꎬ因此应用广泛ꎬ备受工业界的关注[1]
ꎮ
数值仿真是研究和设计机织复合材料的重要手
段ꎬ数值仿真的基础是细观建模[2-5]
ꎮ 机织复合材
料在几何结构上具有周期性ꎬ通过研究代表性单胞
结构可以获得其基础力学性能ꎮ 目前常用的细观建
模方法是先建立纤维束的几何模型ꎬ然后通过布尔
运算获得基体模型ꎬ纤维束和基体之间通过共节点
或者节点绑定约束建立有限元模型(以下简称 TIE
模型)
[6-11]
ꎮ 这类方法的缺点是经过布尔运算后的
基体是一个空腔模型ꎬ存在很多的薄片区ꎬ给网格离
散带来了难度ꎮ 部分学者通过采用规则多边形纤维
束截面在一定程度上降低了建模难度ꎬ但是这也限
制了椭圆形截面等更接近纤维束真实截面形状模型
的使用ꎮ 另外ꎬ即便采用接触面绑定方法可以不要
求基体与纤维束接触区域节点对应ꎬ接触面的查找
同样需要花费大量时间ꎬ不利于产品的快速设计迭
代ꎮ 比如用平面机织复合材料制造的浮空器柔性蒙
皮ꎬ在设计中需要完成从细观到宏观的多尺度模型
分析[12]
ꎬ基于 TIE 模型的仿真会显著影响到织造参
数的选型效率ꎮ
商用软件 ABAQUS 中内置的嵌入式约束( em ̄
92 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
bedded)可以模拟一种物体浸润在另一物体内的完
全耦合关系ꎬ在钢筋混凝土的力学模拟中应用广
泛[13-14]
ꎮ 该方法无需对被浸润物的几何模型进行
布尔运算ꎬ大大降低了建模和网格离散的难度与工
作量ꎮ
本文采用 ABAQUS 中内置的嵌入式约束方法
建立平面机织复合材料有限元模型(以下简称 Em ̄
bedded 模型)ꎬ并与 TIE 模型仿真结果进行比对ꎬ给
出 Embedded 模型在机织复合材料上应用的一些有
益结论ꎮ
1 几何模型
1? 1 平面机织复合材料单胞细观结构
以经向和纬向织造参数相同的平面机织复合材
料作为研究对象ꎮ 平面机织复合材料单胞细观结构
几何示意图见图 1ꎮ 选择椭圆形截面模拟纱线截
面ꎬ经纱、纬纱之间互相贯穿形成一个整体ꎬ在接触
区域假定两组纱线紧贴ꎮ 图 1 中ꎬa 和 b 分别代表椭
圆形截面的长轴和短轴ꎬL 代表纱线间隔ꎮ
图 1 平纹织物单元体截面示意图
Fig? 1 Schematic diagram of the cross section
of the plain weave fabric unit
1? 2 纱线轨迹确定方法
在机织复合材料的实际建模中ꎬ一个重要的难
点是确定纤维束的贯穿轨迹ꎮ 为了便于参数化建模
的开展ꎬ本文给出一种自动确定平面机织复合材料中
纤维束贯穿轨迹的方法ꎮ 以经纱的轨迹确定为例ꎬ
主要步骤如下ꎮ
(1)根据经纱椭圆形截面的短轴长度 bꎬ将相邻
纬纱截面向外推进长度 bꎬ见图 2 中的红色点集ꎮ 截
面坐标外推ꎬ可以采用飞机结冰计算中冰型生长的
几何方法———角平分线法[15]
ꎮ 角平分线法的示意
图见图 3ꎮ 假定 AB、BC 线段是原始的截面边界ꎬ确
定指定外推长度下 B 点的对应点 B′ꎮ 首先根据已
知的 A、B、C 三点的坐标ꎬ计算 AB、CB 的单位向量
e1和 e2 ꎻ然后计算 e1 、e2的合向量ꎬ该合向量的单位
向量 e3即位于∠ABC 的角平分线上ꎻ推进长度乘以
e3后加上 B 点的坐标值ꎬ即得到 B′坐标ꎮ
图 2 纱线轨迹确定
Fig? 2 Yarn trajectory determination
图 3 基于角平分线法的截面边界外推
Fig? 3 Section boundary extrapolation based
on angle bisector method
(2)经纱轨迹包括以纬纱 1 为中心点的象限 1
中外推边界的部分点 P0-P1ꎬ以纬纱 2 为中心点的象
限 3 中外推边界的部分点 P2-P4ꎬP1 和 P2 的连线ꎮ
(3)上述轨迹点中ꎬ核心是确定 P1 和 P2ꎮ 具体
确定方法为:按照顺时针方向ꎬ纬纱 1 的象限 1 区域
点从 P0 开始ꎬ纬纱 2 的象限 3 区域点从 P4 开始ꎬ同
步循环ꎻ连接两对应点ꎬ计算连接线与两个外推边界
是否有交叉ꎻ若有交叉ꎬ则继续循环ꎻ若无交叉ꎬ则同
时确定 P1 和 P2ꎬ结束循环ꎮ
1? 3 单胞模型创建
将上述方法形成代码ꎬ则可自动计算纱线贯穿
轨迹坐标点ꎮ 为后续计算效果的验证ꎬ参考文献模
型[16]
ꎬ设定经、纬纱线密度为 24 texꎬ椭圆形截面长
轴与短轴比值取 8ꎬ经、纬密度均为每厘米 20 根ꎬ纱
线填充系数取 0? 7ꎬ纤维体积含量取 46? 7%ꎮ 将纱
线轨迹坐标点导入三维建模软件 UG 中ꎬ利用扫掠、
对称、平移等操作ꎬ完成纤维束模型的创建ꎬ如图 4
所示ꎮ 然后建立基体模型ꎬ通过布尔运算获取 TIE
模型使用的基体模型ꎮ 同时复制一个不作布尔运算
的长方体模型ꎬ作为 Embedded 模型使用的基体模
型ꎬ如图 5 所示ꎮ
2023 年第 9 期 93
???????????????????????????????????????????????
基于嵌入式约束的机织复合材料细观建模与分析
图 4 纤维束几何模型
Fig? 4 Fiber bundles geometric model
(a)TIE 模型中的基体模型
(b)Embedded 模型中的基体模型
图 5 基体模型
Fig? 5 Matrix geometric models
2 有限元模型
2? 1 网格模型与约束添加
对上述模型进行网格离散ꎬ如图 6 所示ꎮ TIE 模
型中ꎬ纤维束和基体之间施加绑定约束ꎮ Embedded
模型中ꎬ设置基体为 Host regionꎬ纤维束为 Embedded
regionꎮ 本次研究的平面机织复合材料中组分材料
主要力学性能如表 1 所示ꎮ
(a)TIE 模型
(b)TIE 模型中的基体模型
(c)Embedded 模型
(d)Embedded 模型中的基体模型
图 6 单胞网格离散
Fig? 6 Mesh of representative structural unit
表 1 纤维束与基体力学性能参数
Table 1 Mechanical properties of yarn and matrix
性能 纤维束 树脂
杨氏模量/ GPa
E1 56.32
E2 19.77
E 3.5
剪切模量/ GPa
G12 6.89
G23 7.37
G 1.3
泊松比 v12 0.34 V 0.35
拉伸强度/ MPa
Xt 1 930.1
Yt 100.15
Xmt 112
压缩强度/ MPa
Xc 1 428.1
Yc 160
Xmc 241
剪切强度/ MPa S 65.1 Sm 89.6
94 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
2? 2 Embedded 模型的预处理
Embedded 模型中ꎬ基体的体积大于实际ꎬ为此
需要进行一定的性能折减ꎮ 本次研究采用如下方式
获得不同的折减模型用于对比分析:
(1)基体整体折减ꎮ 按照体积比例对基体整体
的弹性模量进行折减ꎮ
(2)基体局部折减ꎮ 识别出与纤维束区域有交
叉的所有基体单元ꎬ将其刚度分别乘以 0? 14、0? 3、
0? 5、1(即未折减)获得不同的折减模型ꎮ
2? 3 强度准则与刚度折减
纤维束为横观各向同性ꎬ采用三维 Hashin 准则
进行损伤判定ꎬ其失效准则表达式如下ꎮ
(1)纤维束拉伸失效(σ11≥0):
σ11
XT
æ
è
ç
ö
ø
÷
2
+
τ 12
S12
æ
è
ç
ö
ø
÷
2
+
τ 13
S13
æ
è
ç
ö
ø
÷
2
≥1 (1)
(2)纤维束压缩失效(σ11<0):
σ11
XC
æ
è
ç
ö
ø
÷
2
≥1 (2)
(3)纤维束横向基体拉伸剪切失效(σ22
+σ33≥0):
σ22
+σ33
YT
æ
è
ç
ö
ø
÷
2
+
1
S
2
23
æ
è
ç
ö
ø
÷ τ
2
23
-σ22σ33
( ) +
τ 12
S12
æ
è
ç
ö
ø
÷
2
+
τ 13
S13
æ
è
ç
ö
ø
÷
2
≥1
(3)
(4)纤维束横向基体压缩剪切失效(σ22
+σ33<0):
σ22
+σ33
2S23
æ
è
ç
ö
ø
÷
2
+
σ22
+σ33
YC
æ
è
ç
ö
ø
÷
YC
2S23
æ
è
ç
ö
ø
÷
2
- 1
é
ë
ê
ê
ù
û
ú
ú
+
1
S
2
23
æ
è
ç
ö
ø
÷ τ
2
23
-σ22σ33
( ) +
τ 12
S12
æ
è
ç
ö
ø
÷
2
+
τ 13
S13
æ
è
ç
ö
ø
÷
2
≥1
(4)
式中:XT 、XC分别为纤维束轴向拉伸强度与压缩强
度ꎻYT 、YC分别为纤维束横向拉伸强度与压缩强度ꎻ
S12 、S13 、S23分别为 1-2 平面内剪切强度、1-3 平面内
剪切强度、2 - 3 平面内剪切强度ꎻσ11 、σ22 、σ33 、τ12 、
τ13 、τ23分别为纤维束的三个正应力与三个剪应力ꎮ
基体为各向同性材料ꎬ以最大应力准则判断基
体单元的失效ꎬ表达式如下:
σ1≥Xmt
σ3≤Xmc
τ max≥Sm
ì
î
í
ï
ï
ï
ï
(5)
采用上述两种准则对单元失效进行判断ꎬ当单
元破坏后ꎬ将破坏后单元进行刚度折减用以模拟单
元的失效ꎮ ABAQUS 中没有提供专门的进行刚度折
减分析的模块ꎬ基于 Fortran 语言编写用户材料子程
序(UMAT)实现上述分析ꎮ
3 结果讨论与分析
3? 1 应变-应力曲线
图 7 给出了不同模型得到的平面机织复合材料
单胞拉伸应变-应力曲线ꎮ 从图 7 中可以看出ꎬ以
TIE 模型为基准ꎬEmbedded 模型获取的应变-应力
曲线趋势与之接近ꎮ 即初始加载为线性变化ꎬ当载
荷达到一定程度后ꎬ由于局部单元的失效ꎬ曲线增长
趋势变缓ꎻ再进一步增加载荷ꎬ曲线达到峰值ꎻ此后
曲线进入下降区ꎮ
图 7 单胞拉伸应变-应力曲线
Fig? 7 Tensile strain-stress curves of representative structural unit
基体未作任何折减的 Embedded 模型在刚度和
强度上均明显大于 TIE 模型ꎮ Embedded 模型中基
体整体折减模型的刚度性能与 TIE 模型的基本一
致ꎬ强度模拟值略高ꎮ Embedded 模型中基体性能局
部折减模型模拟结果显示ꎬ随着折减量的增加ꎬ单胞
刚度性能变化不明显ꎬ强度值逐渐下降ꎬ折减系数在
0? 14~0? 3 之间的强度模拟值与 TIE 模型的接近ꎮ
将上述结果与试验结果[16] 进行比对以验证方
法的正确性ꎮ 从图 7 中可以看出 TIE 模型、基体性能
折减 Embedded 模型与试验的曲线在线性段一致ꎬ
强度值接近ꎮ 基体性能折减 Embedded 模型中ꎬ局
部折减系数为 0? 3 的模型强度值更接近试验结果ꎮ
3? 2 应力分布
两种模型单胞各组分应力分布如图 8 所示ꎮ 从
图 8 中可以看出ꎬTIE 模型和 Embedded 模型中纤维
束的应力分布规律接近:拉伸方向的纤维束应力水
平高ꎬ是主要的承力部件ꎻ由于挤压作用ꎬ经纬向纤
维接触区域的应力水平明显高于其他区域应力水
平ꎮ 两种模型纤维束应力分布的区别为 TIE 模型中
纤维束接触区域应力梯度较小ꎬ原因在于 TIE 模型
2023 年第 9 期 95
???????????????????????????????????????????????
基于嵌入式约束的机织复合材料细观建模与分析
纤维束与基体有明显的界面ꎬ经纬纱接触区域向纤
维束基体接触区域自然过渡ꎬ因此应力过渡更均匀ꎬ
两种模型的基体应力分布同样能反映这一趋势ꎮ
(a)TIE 模型:纤维束
(b)Embedded 模型:纤维束
(c)TIE 模型:基体
(d)Embedded 模型:基体
图 8 单胞拉伸工况应力分布
Fig? 8 Stress distributions of the representative structural
unit under tensile loading
3? 3 失效区域扩展
拉伸工况下纤维束中失效区域在加载过程中的
分布如图 9 所示ꎬ图 9 中红色区域为失效部位ꎮ 由
图 9 可见ꎬTIE 模型和 Embedded 模型中失效扩展规
律接近ꎮ 拉伸工况下ꎬ失效区域首先发生在纤维束
接触区域ꎬ由前述应力分布图可知ꎬ纤维束接触区域
应力水平高ꎬ所以该区域会首先发生破坏ꎮ 随着载
荷的增大ꎬ失效区域开始从两端向中间扩展ꎮ 两种
模型纤维束的失效区域分布基本一致ꎬ基体失效区
域分布有一定差异ꎮ
(a)TIE 模型ꎬ应变为 0.012
(b)Embedded 模型:纤维束ꎬ应变为 0.012
(c)TIE 模型ꎬ应变为 0.024
(d)Embedded 模型:纤维束ꎬ应变为 0.024
(e)TIE 模型ꎬ应变为 0.042
96 2023 年 9 月
???????????????????????????????????????????????
复合材料科学与工程
(f)Embedded 模型:纤维束ꎬ应变为 0.042
(g)TIE 模型ꎬ应变为 0.060
(h)Embedded 模型:纤维束ꎬ应变为 0.060
图 9 单胞拉伸工况失效扩展
Fig? 9 Progressive failure of the representative structural
unit under tensile loading
4 结 论
本文以平面机织复合材料为对象ꎬ对比了 TIE 模
型和 Embedded 模型仿真效果ꎬ主要结论如下:
(1)Embedded 模型模拟的刚度、强度、应变-应
力曲线、应力分布、失效扩展规律与 TIE 模型的接近ꎬ
表明 Embedded 模型可以替代 TIE 模型ꎬ以降低机织
复合材料建模的工作量ꎮ
(2)对 Embedded 模型进行预处理ꎬ按照体积比
例进行整体刚度折减即可获得接近 TIE 模型的结
果ꎮ 更精细地ꎬ将与纤维束有空间交叉的基体单元
进行性能折减ꎬ折减系数取 0? 3 左右可以获得更精
确的强度模拟值ꎮ 实际工程使用中ꎬ可以按照仿真
精度需求和进度要求ꎬ选择合适的处理方式ꎮ
(3)除上述工作外ꎬ本文给出了椭圆形界面平面
机织复合材料纤维束轨迹自动确定的方法ꎬ基于该
方法和 Embedded 模型ꎬ可以更进一步地可以开发出
平面机织复合材料有限元快速建模工具ꎮ
参考文献
[ 1] ZHOU Gꎬ SUN Qꎬ LI Dꎬ et al. Effects of fabric architectures on me ̄
chanical and damage behaviors in carbon /epoxy woven composites
under multiaxial stress states[J]. Polymer Testingꎬ 2020ꎬ 90: 106657.
[2] DAI Sꎬ CUNNINGHAM P R. Multi-scale damage modelling of 3D
woven composites under uni-axial tension[J]. Composite Structuresꎬ
2016ꎬ 142: 298-312.
[3] DE CARVALHO N Vꎬ PINHO S Tꎬ ROBINSON P. Numerical mod ̄
elling of woven composites: Biaxial loading[J]. Composites Part A:
Applied Science and Manufacturingꎬ 2012ꎬ 43(8): 1326-1337.
[ 4] OBERT Eꎬ DAGHIA Fꎬ LADEVÈZE Pꎬ et al. Micro and meso mod ̄
eling of woven composites: Transverse cracking kinetics and homoge ̄
nization[J]. Composite Structuresꎬ 2014ꎬ 117: 212-221.
[5] LIU Gꎬ ZHANG Lꎬ GUO Lꎬ et al. Multi-scale progressive failure
simulation of 3D woven composites under uniaxial tension[J]. Com ̄
posite Structuresꎬ 2019ꎬ 208: 233-243.
[6] ZHOU Gꎬ SUN Qꎬ LI Dꎬ et al. Meso-scale modeling and damage a ̄
nalysis of carbon /epoxy woven fabric composite under in - plane
tension and compression loadings[ J]. International Journal of Me ̄
chanical Sciencesꎬ 2021ꎬ 190: 105980.
[7] LOMOV S Vꎬ IVANOV D Sꎬ VERPOEST Iꎬ et al. Meso-FE model ̄
ling of textile composites: Road mapꎬ data flow and algorithms[ J].
Composites Science and Technologyꎬ 2007ꎬ 67(9): 1870-1891.
[8] DOITRAND Aꎬ FAGIANO Cꎬ IRISARRI F Xꎬ et al. Comparison be ̄
tween voxel and consistent meso - scale models of woven composites
[J]. Composites Part A: Applied Science and Manufacturingꎬ 2015ꎬ
73: 143-154.
[ 9] LIU Yꎬ STRAUMIT Iꎬ VASIUKOV Dꎬ et al. Prediction of linear and
non-linear behavior of 3D woven composite using mesoscopic voxel
models reconstructed from X-ray micro-tomography[ J]. Composite
structuresꎬ 2017ꎬ 179: 568-579.
[10] POTTER Eꎬ PINHO S Tꎬ ROBINSON Pꎬ et al. Mesh generation
and geometrical modelling of 3D woven composites with variable tow
cross-sections[J]. Computational Materials Scienceꎬ 2012ꎬ 51(1):
103-111.
[11] WANG Lꎬ ZHAO Bꎬ WU Jꎬ et al. Experimental and numerical in ̄
vestigation on mechanical behaviors of woven fabric composites
under off - axial loading [ J]. International Journal of Mechanical
Sciencesꎬ 2018ꎬ 141: 157-167.
[12] MENG Jꎬ CAO Sꎬ QU Zꎬ et al. Thermoelasticity of a fabric mem ̄
brane composite for the stratospheric airship envelope based on mul ̄
tiscale models[ J]. Applied Composite Materialsꎬ 2017ꎬ 24( 1):
209-220.
[13] 甯家成. 基于 Abaqus-MPC 用户子程序的钢筋混凝土结构分析
方法[D]. 重庆: 重庆交通大学ꎬ 2013.
[14] 武华鑫. 高桩码头地震响应非线性分析与损伤发展研究[D].
大连: 大连理工大学ꎬ 2018.
[15] 朱春玲ꎬ 朱程香. 飞机结冰及其防护[ M]. 北京: 科学出版
社ꎬ 2016.
[16] 王新峰. 机织复合材料多尺度渐进损伤研究[D]. 南京: 南京
航空航天大学ꎬ 2007.
2023 年第 9 期 97
???????????????????????????????????????????????
Z-pin 增强复合材料加筋构件连接性能研究
DOI:10? 19936 / j? cnki? 2096-8000? 20230928? 015
Z-pin 增强复合材料加筋构件连接性能研究
刘维伟ꎬ 尹明鑫∗
ꎬ 滕薛蓓ꎬ 靳可心ꎬ 严 斌
(西北工业大学 机电学院ꎬ 西安 710072)
摘要: 通过横向三点弯曲试验研究 Z-pin 直径和体积分数对复合材料加筋类简化构件连接性能的影响ꎮ 随着 Z-pin 体
积分数的增加ꎬZ-pin 增强试件相比于空白对照试件ꎬ有效载荷提升 48? 41% ~ 96? 97%ꎬ总能量耗散提升 661? 88% ~ 748? 72%ꎬ
本试验组研究结果表明高 Z-pin 体积分数可以有效提高加筋试件的承载能力ꎮ 在 Z-pin 体积分数同为 0? 4%的情况下ꎬZ-pin
直径为 0? 5 mm 的试验组的承载能力略高于 Z-pin 直径为 0? 3 mm 的试验组的承载能力ꎬ但 Z-pin 直径为 0? 3 mm 的试验组具
有更好的稳定性ꎮ 试验结果表明 Z-pin 的植入能够提高复合材料加筋类简化构件的有效载荷及能量耗散ꎬ很大程度上提高了
加筋试件的连接性能ꎮ
关键词: Z-pinꎻ 加筋构件ꎻ 有效载荷ꎻ 连接性能ꎻ 复合材料
中图分类号: TB332 文献标识码: A 文章编号: 2096-8000(2023)09-0098-08
Study on connection performance of Z-pin reinforced composite members
LIU Weiweiꎬ YIN Mingxin
∗
ꎬ TENG Xuebeiꎬ JIN Kexinꎬ YAN Bin
(School of Mechanical Engineeringꎬ Northwestern Polytechnical Universityꎬ Xi’an 710072ꎬ China)
Abstract:The transverse three-point bending tests were used to study the impact of Z-pin diameter and volume
content on the connection performance of composite toughened simplified components. Compared to the blank control
groupꎬ the payload of Z-pin toughened specimens increased by 48? 41% to 96? 97% and the total energy dissipation
by 661? 88% to 748? 72% with an increase in Z-pin volume content. The results of this test show that toughened
specimens’ load carrying capacity can be significantly increased by using high Z-pin volume content. The load car ̄
rying capacity of the test group with the Z-pin diameter of 0? 5 mm is slightly greater than that of the test group with
the Z-pin diameter of 0? 3 mmꎬ but the test group with the Z-pin diameter of 0? 3 mm has better stability in the case
of the same Z-pin volume content of 0? 4%. According to the test resultsꎬ Z-pin implantation can improve the pay ̄
load and energy dissipation of the composite toughened class’ s simplified members andꎬ obviouslyꎬ enhance the
connection performance of the toughened specimens.
Key words:Z-pinꎻ reinforced memberꎻ payloadꎻ connection performanceꎻ composite materials
收稿日期: 2022-07-07
作者简介: 刘维伟 (1970—)ꎬ 男ꎬ 副教授ꎬ 博士ꎬ 主要从事先进复合材料结构设计与制造方面的研究ꎮ
通讯作者: 尹明鑫 (1998—)ꎬ 男ꎬ 硕士研究生ꎬ 主要从事复合材料层间增韧方面的研究ꎬ 2916926259@qq? comꎮ
复合材料具有重量轻、比强度高、比模量高、耐
腐蚀性好等优点ꎬ在航空航天领域得到了广泛的应
用ꎮ 目前ꎬ复合材料用量已经成为评判飞行器先进
性的重要指标ꎮ 美国 F-22 战机中ꎬ树脂基复合材
料的用量占整机结构重量的 23? 8%ꎬF-35 战机中使
用了 36%的复合材料[1]
ꎮ 印度 LCA 战机复合材料
用量达到 40%ꎬ中国自主研发的歼-20 战机使用了
27%的复合材料[2]
ꎮ
其中ꎬ复合材料构件中应用最多的结构形式为
加筋壁板结构ꎮ 加筋壁板类构件的主要连接方式是
将壁板构件与加强筋构件进行二次共固化或者共胶
接ꎬ整合后的加筋壁板类构件的粘接面强度受到粘
接面处理情况及胶接工艺的影响ꎬ在一些易受潮、易
腐蚀的环境中使用安全可靠性较差ꎮ 因此对于提高
加筋壁板结构件的连接性能需要进一步研究ꎮ
目前ꎬ国外已有学者将 Z-pin 应用到加筋壁板
结构件的连接当中ꎮ Greenhalgh 等[3] 研究了不同增
韧方式对 T 形加筋结构件界面的增强效果ꎬ结果表
明相比于树脂基体增韧ꎬZ-pin 通过发挥“桥联作
用”造成了额外的能量耗散ꎬ使结构的裂纹扩展稳
98 2023 年 9 月
???????????????????????????????????????????????

