




















广告
2023 年8月 第4期 总第 77 期
SHEBEI JIANLI
声 明
1.未经本刊书面同意,不得以任何形式转载、
使用本刊所刊登的文章及图片。
2. 作者投寄文字、图片稿件,从寄出之日算
起,3 个月内未收到采用通知,可另行处理,切
勿一稿多投。来稿一律不退,请自留底稿。
3. 本刊支付给作者的稿酬已包括授权的电子
版和网络版及其他媒体的著作使用权。除作者
另有声明外,本刊对来稿有权修改,对答疑问
题来信有权编发,但不另付稿酬。
4. 文责自负(含图片)。如因作者原稿问题
引起的侵权纠纷,本刊不承担任何连带责任。
5. 本刊已被中国核心期刊(遴选)数据库、
中国学术期刊网络出版总库、中文科技期刊数
据库、国家科技学术期刊开放平台收录,如作
者不同意文章被收录,请在来稿时向本刊声明,
本刊将作适当处理。
6. 作者观点与本刊立场无关。
本刊编辑部
品牌建设推广单位
北京康布尔石油技术发展有限公司
南京三方化工设备监理有限公司
北京中唐电工程咨询有限公司
英泰克工程顾问(上海)有限公司
中国铁道科学研究院集团有限公司城市轨道交通中心
CONTENTS
P61
Monograph and Summary
Dynamic Management of Plant Project Engineering Supervision
Liu Chi et al(01)
Whole-process Quality Management of Package Equipment
Procurement in Petrochemical EPC Project Wang Youtao(05)
Quality Control
Analysis and Control Measures of GQ70 Light Oil Tank
Car Body Welding Quality Defect Zhang Wanling(09)
Correction Process and Quality Control of the Boom
of the Shore to Ship Container Crane Liu Xinggang et al(13)
Study on the Quality Supervision and Control of Seal Welding
for Tube Plate of Hualong one Steam Generator
Cen Longtao et al(16)
Quality Improvement of the IoT Device Data Visualization
Product Development Process Qu Tonghui(19)
Analysis on the Influence from Crack Starter Welding to
Drop-weight Test Result and Quality Control Concern
Zhang Hongxia(25)
Supervision Points
Role and Significance of Pre Inspection Meeting in Equipment
Supervision and Management Work Cui Jianqun(32)
Case Study on the Dielectric Dissipation Factor of
Transformer Bushing Exceeding the Standard and
Feedback of Supervision Experience Liu Decheng et al(37)
Supervision Case of Rail Transit Power Supply System
and Intelligent Operation and Maintenance Li Dingjie(40)
Inspection and Technology
Study on Welding Materials Tested and Investigated for
Flange and Line Pipe Group Used in Equipment
Lv Shuanlu et al(46)
Modification and Application of 600 MW Supercritical Boiler
with Ultra Low Emission of Electrostatic Precipitator
Zheng Xiangyang(50)
Digital Inspection during Equipment Operation Supervision
Jiao Lin et al(53)
Research on Bottom Defects of Oil Storage Tanks Based on
Magnetic Flux Leakage Detection Method Li Xinghai(56)
Life Evaluation of Creep Crack Growth in P91 Steel High
Temperature Pipeline Xie Zhiwei(60)
Study on Microstructure and Mechanical Properties of
Fe/Cu Flame Brazing Welded Joint Wei Xueling et al (65)
Risk and Improvement of Large Oil Input and Tripping
of the Contrl Valve of EPR Nuclear Turbine Tao Jingfu(70)
图 3 电子高温蠕变持久试验机
PLANT ENGINEERING CONSULTANTS 2023.04 1
Monograph and Summary
专论与综述
设备工程监理动态管理
刘 迟 1,2 马立林 3
李富强 1,2 蔡 彬 1,2 李安强 1,2
(1. 中国石油集团工程材料研究院有限公司 西安 710077)
(2. 北京隆盛泰科石油管科技有限公司 北京 100101)
(3. 国家管网集团联合管道有限责任公司西部分公司 乌鲁木齐 650104)
摘 要:本文针对设备监理实施过程的管理,从建设单位和监理单位的角度简述了设备监理数字化管理
系统应包含的基本内容,监理实施中的联络沟通方式、方法和资料管理,项目适用标准规范的查询、更新和
发布,实现设备监理项目实施的动态管理,强化建设单位的设备监理管理水平,提高监理单位的监理工作质
量和效能。
关键词:动态 设备工程监理 管理
Dynamic Management of Plant Project Engineering Supervision
Liu Chi1,2 Ma Lilin3
Li Fuqiang1,2 Cai Bin1,2 Li Anqiang1,2
(1. CNPC Tubular Goods Research Institute Xi'an 710077)
(2. Beijing Long Shine Oil Tubular Technology Co., Ltd. Beijing 100101)
(3. Western Branch of National Pipeline Network Group United Pipeline Co., Ltd. Urumqi 650104)
Abstract Aming at managing the implementation process of project supervision, this article briefly describes
the basic content of the digital management system for project supervision from the perspective of the construction
units and supervision units; the methods and document management of liaison and communication during the
implementation of supervision; query, update and release of applicable standards and specifications for the project. It
can achieve dynamic management of project supervision, strengthen the project supervision management level of the
construction unit, and improve the quality and efficiency of the supervision work of the supervision unit.
Keywords Dynamics Plant project engineering supervision Management
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0001-04 DOI: 10.19919/j.issn.2095-2465.2023.08.001
作者简介:刘迟(1970 ~ ),男,硕士,高级工程师,从事
油气输送管研究、技术咨询工作。
通讯作者:刘迟,E-mail:liuchi@cnpc.com.cn。
(收稿日期:2023-06-13)
2023 年 2 月,中共中央、国务院印发了《质量强
国建设纲要》,提出了到 2025 年、2035 年的主要目
标要求,“到 2035 年,质量强国建设基础更加牢固,
先进质量文化蔚然成风,质量和品牌综合实力达到更
高水平”。《纲要》的第十二条提出“完善重大工程
设备监理制度,保障重大设备质量安全与投资效益”,
这是国家层面对设备监理行业的认可和支持。
我国设备工程监理从 20 世纪 90 年代开始探索实
施,30 多年来经历了对设备监理认识和研究的不足、
逐步成长、建章立制走向正规化管理,并进入创新发
展的新阶段 [1]。经过最近十几年的实践、研究、修订,
GB/T 26429—2022《设备工程监理规范》代替 2010
版已于 2022 年 8 月 1 日实施。新版标准明确了设备监
理的本质属性在于提高设备产品质量,是整合质量管
理、项目管理、风险管理等最新理论和实践而形成的
最新成果。规范统一了设备监理服务的行为,提高了
设备监理服务质量,约束了设备监理单位和人员的行
为,为设备项目建设单位、设备监理单位和设备监理
从业人员提供了依据,是促进我国设备监理事业健康、
2 2023.04 设备监理
Monograph and Summary
专论与综述
有序发展的重要技术性基础工作,为完善我国设备监
理制度奠定了坚实的基础 [2]。
大型设备工程的监理周期往往很长,监理过程中
的信息、条件是动态变化的,具有很强的时效性、层
次性,这些信息条件畅通、高效流通运行,项目才能
够顺利实施 [3]。监理过程中会有大量的设计变更、有
效签证、证明文件、标准规范、项目相关方之间的往
来信函、邮件等资料文件,这些文件资料是项目后期
总结、验收、结算等工作的重要依据,因此,建设单
位(业主)和设备监理单位需对设备从设计、制造到
质保、检修的监理全过程实施有效的动态管理,实现
最大的监理效能 [4]。
1 数字化监理管理系统
互联网信息技术已经应用到各行各业,传统的设
备工程监理管理方式弊端日益凸显,借助高效的互联
网信息管理技术成为设备监理工作管理成功的重要因
素 [5]。很多建设单位(业主)和设备监理单位开发了
相应的监理管理系统加强设备监理的过程管理。
1.1 建设单位
建设单位对设备监理工作的管理以某大型企业的
设备监理管理子系统为例,该子系统内容包含监理人
员、项目工程监理机构、监理计划和监理实施细则、
监理日志、资料管理等 5 部分。
● 1.1.1 监理人员
本模块录入各入网合格监造单位上报的监理人员
信息,上传监理人员资格证书,通过建设单位审批后,
进入监理人才库,只有进入监理人才库的监理人员才
能到项目监理机构中。系统有监理人员资质状态预警
和监理人员黑名单等信息。
● 1.1.2 项目监理机构
由设备监理单位上传企业的“营业执照”“质量
管理体系”“职业健康安全管理体系”“环境管理体
系”认证证书等企业资质文件,上传企业获得的奖励、
荣誉称号等其他资料,提交建设单位审核通过。
对中标的设备监理项目,由监理单位创建项目监
理机构(项目监造组),填写“监理合同”、项目概
况等信息,从人才库中选入“项目总监”“技术负责
人”“项目负责人”“监理工程师”,上传“监造设
备清单”及校准校验证书等,由建设单位审核通过。
项目监造组一般在制造商开工前 3 天进驻工厂,
组织召开首次会议(技术交底)。
● 1.1.3 监理计划和监理实施细则
监理单位的项目监理机构(项目监造组)通过审
批后,由总监理工程师组织编写“监理计划”“监理
实施细则”,项目总监、技术负责人修改审批通过,
上传管理系统由建设单位进行审批或备案,对不符合
要求的退回,经监理单位修改后再次上传、审批。
建设单位可以针对设备的特点、要点对监理实施
细则中的“文件见证点”(R)、“现场见证点”(W)、“停
止见证点”(H)、“巡视检查”(M)提出具体的
要求。
● 1.1.4 监理日志
监理日志由现场监理人员填报,综述生产商当天
的生产、发运情况,产品检验、试验情况,监造人员
工作内容,问题处理关闭情况等。监理人员按照监理
实施细则中设定的 R、W、H、M 点录入、提交并对
应上传证明材料、不符合项及其他附件等,并须经过
监理单位项目总监审批。
监理周、月报也由现场监理人员填报,显示本周、
月监理人员动态、监理工作情况、生产发运情况、监
理发现问题及整改闭合情况、HSE 情况,下周、月的
工作安排,进度预警等,经项目总监审批后提交业主。
● 1.1.5 文件资料管理
设备项目监理实施过程中相关的标准、规格书、
数据单按照设定的流程、权限按时上传、审核、批准,
是设备的生产、质量检验、验收依据。
设备项目监理实施过程中相关的设计变更、往来
信函、指令等按照设定的流程、权限上传、审核、批准,
是设备的生产、结算依据。
上述文件资料经审核、批准、存档后,项目相关
人可进行查阅。
1.2 监理单位
监理单位开发数字化监理管理系统可以提升设
备监理业务管理效率,适应监理业务发展需求,实
现监理业务数字化、资料图文快速调用、智能化报
表等相关要求。数字化监理系统(Digital Supervision
System)包括 PC 端和移动端,实现监理产品生产过
程的全周期管控,系统收集、传递、存储、处理设备
生产监理的各类数据、信息、图像、视频,实现设备
信息的系统管理和提供必要的决策依据和支持 [5]。为
PLANT ENGINEERING CONSULTANTS 2023.04 3
Monograph and Summary
专论与综述
监理单位的最终监理报告、结算提供资料,为监造实
施过程中的争议、疑义或质量问题处理保留证据。
监理管理系统主要包括质量、进度、合同、文档
和系统管理等部分,通过对各部分的管理、细化指导
设备监理工作,对监理过程中产生的各类报告进行研
究,分析和统计设备制造质量情况,掌握整个设备制
造的动态,检查监督监理方案执行状况,明确委托方、
生产商、被监理产品等基础信息、数据与要求等。
监理管理系统一般可实现以下功能:1)强化过程
管控,规范现场监理人员的工作标准和行为,确保技
术资料的及时性和完整性,保证监理过程数据资料的
公正、公开。2)实现现场质量数据移动端录入,自动
生成报表及报告,减轻一线人员工作量,减少人为差
错率。3)方便各类数据统计分析,提高项目管理效率,
为行业及时提供真实有效的数据参考,为决策提供支
持。4)进行同类项目的横向和纵向技术、试验、检验
数据比较,为类似项目业主提供技术支持和技术咨询。
5)通过项目管理能力可视化展现,提高用户感知度,
实现对项目、人员、客户、工厂的产品全方位信息动
态管理与评价。6)增加对客户的部分功能界面开放,
提升技术服务满意度。
● 1.2.1 PC 端
PC 端数字化监理管控平台,面向监理公司经营与
管理人员和各监理项目组现场监理人员,包括以下应
用功能:
1)个人工作台:设备监理合同,监理项目概况,
项目适用标准、数据单、规格书,待办事项、报表概览,
设备监理计划,监理实施细则等。
2)基础管理:业主(委托方)、生产厂家、监理
产品信息。
3)监理流程管理:监理合同订单数据、监理组人
员、监理组设备仪器、监理文档、监理流程配置与管理、
监理见证记录表、监理异常问题与处理、监理组考勤
管理、监理生产进度管理、监理组日志管理。
4)报表中心:人员周动态简表、设备监理统计表、
设备材料监理周报异常问题汇总表、合同台账、订单(委
托函)台账、监理日志统计表等。
● 1.2.2 移动端
1)面向公司经营与管理人员,提供主要的监理业
务概览、KPI,监理项目的查询,在运行项目的监造情
况动态,现场监理人员工作情况检查考核等。
2)面向各监理项目部现场监理人员实现监理现场
在移动端的考勤、现场见证数字化(文字、照片、视频)、
监理日志、质量异常反馈跟踪与关闭、生产发运情况,
实现监理项目部的人员、文档、工具、流程、工序、
日志的数字化管控等。
2 监理期间的联络沟通管理
联络沟通是设备监理活动成功的重要手段,是维
系业主、制造单位、监理单位、供应商、外协单位的
桥梁。现场监理人员通过联络沟通获得制造单位的相
关工艺文件、质控文件以及相关质量证明文件,获得
制造单位质检部门工作上的支持配合,通过联络沟通
来协调制造单位各部门协作,尽快完成质量问题的处
理,保证设备质量和生产进度等 [6]。
在设备监理实施过程中的联络沟通与协调对项目
的进度、质量控制等产生很多甚至重大影响,由于过
程联络资料的缺失遗漏造成项目竣工、结算的延误也
时有发生。2022 版《设备工程监理规范》与 2010 版
比较,细化了沟通与协调内容,将其分为会议沟通、
监理指令、报告制度 3 个方面。
2.1 会议沟通
会议沟通分为开工前的交底会(首次会议)、定
期召开的项目例会和项目专题会议,会议的内容和结
论形成会议纪要,特别是涉及工程变更、合同调整、
事故处理等重大事项的会议纪要由所有与会单位人员
会签并盖章。
2.2 监理指令
监理项目部根据问题的严重程度与被监理单位采
取不同形式的沟通,以监理联络单、监理通知单、工
程暂停令、开 /复工令等与被监理单位保持及时、准确、
有效的联络沟通协调,并按计划对问题处理关闭及进
行效果评价。
2.3 报告制度
按照监理合同约定以周报、月报、专题汇报等形
式与委托人保持及时、准确、有效的沟通协调。
设备监理实施过程中的联络沟通管理就是项目动
态管理过程中的证据管理,所有的资料及时存档保存
(纸质和电子扫描版),为以后的监造报告、疑义处
理等留有真实有效的证据。
4 2023.04 设备监理
Monograph and Summary
专论与综述
3 监理期间的标准规范管理
没有规矩不成方圆。在工程项目建设过程中,政
策上要贯彻执行国家的有关法律法规和方针政策,技
术上要做到技术先进、经济合理、安全适用,符合国
家现行有关标准的规定。设备制造涉及的标准至少有
材料、热处理、焊接、防腐、理化试验、无损检验、
计量等几十乃至上百项,标准的时间跨度几年甚至十
几年,项目实施实践中也多次发生适用标准的各种错
误或失误影响了项目建设进度和质量。
3.1 标准体系
我国现行的标准体系是以国家标准为主,国际标
准、国内行业标准、企业标准相互补充配套使用,具
体到工程项目还会有项目技术规格书、数据单等补充
技术文件。各标准既互相补充又有不一致;既有互相
涵盖又有重点突出;国外与国内标准之间、不同机构
发布的标准之间又有采标、等同,一项标准发布后随
着技术进步、生产和管理水平的提高,需要不断地修改、
补充、代替、确认甚至废止,这就决定了标准具有严
格的时效性 [7]。在标准规范使用过程中,需要以客观、
适用、发展的态度灵活掌握。
3.2 标准发布、修订
新标准发布后,我国国家标准、行业标准一般要
求 5 年修订 1 次,企业标准一般 3 年修订 1 次,国家
标准还有强制、推荐、指导执行之分。实际上,无
论国外还是国内很难按要求进行修订,如国家推荐
标准 GB/T 229—2020《金属材料 夏比摆锤冲击试
验方法》代替 GB/T 229—2007,13 年修订 1 次;有
些标准会由推荐转为强制执行,如 GB 16994.3—2021
《港口作业安全要求 第 3 部分:危险货物集装箱》代替
GB/T 36029—2018《港口危险货物集装箱堆场安全作
业规程》,于 2021 年 12 月1日发布,2022 年 12 月1日
实施;有些标准由强制转为推荐执行,如国家强制标准
GB 150—2011《压力容器》自 2017 年 3 月 23 日起转化
为推荐性标准;有些标准虽然没有修订,但会以勘误、
更正、修改等形式说明,这种形式更具有隐蔽性。
3.3 标准文件引用
标准、规范或项目规格书中引用的文件一般不
注明日期,但会明确说明“凡是不注日期的引用文件,
其最新版本 ( 包括所有的修改单 ) 适用于本文件”。在工
程项目建设中标准的适用和引用必须是最新的版本。
3.4 标准管理
在设备监理过程中适用标准规范内容、版本是动
态的、不断变化的,建设单位、监理单位、制造商必
须及时收集标准修订、更新信息,按照新版标准对设计、
采购、生产制造进行修改以确保工程质量符合标准要
求,消除质量、程序隐患。
项目相关各方需设立专人收集、整理工程项目建
设、监理期间使用标准规范,分门别类汇总后,编制
管理台账,台账内容应至少包括标准名称、标准代号、
标准发布时间、标准实施时间、标准废止时间、新版
标准发布、实施日期等。
项目相关各方设立标准管控程序,定期发布老标
准废止、修订标准的实施时间;发布项目适用标准的
更正、勘误信息和新增加适用标准等,供相关人员使用。
标准管理人员通过不同的官方途径收集适用标准
的相关信息,掌握标准的最新发布、修订状态,从源
头上对适用标准和规范进行有效管理,主要有以下几
种方式:
1)网站查询,如国家标准化管理委员会(sac.
gov.cn)、工标网(csres.com)、国家标准全文公开系
统(openstd.samr.gov.cn/bzgk)、全国标准信息公共
服务平台(std.samr.gov.cn)。
2)标准公告查询,如《中华人民共和国标准发布
公告》《中华人民共和国行业标准备案公告》《中国
标准化》《国家标准修改、更正、勘误总汇》等 [7]。
3)标准出版机构查询,如中国标准出版社、中国
石油工业出版社、中国计划出版社等。
项目相关方标准管理人员确认适用标准状态、信
息后,及时在本单位局域网发布标准信息,上传电子
版文件,使标准使用者掌握标准信息的最新动态,并
通知本设备项目制造期间的相关各方,确保项目的适
用标准保持最新状态。
4 结束语
在设备监理项目实施过程中,相关单位通过数字化
监造管理系统的建设应用,实现设备监理“大数据”管
理;做好设备监理单位与建设单位、制造厂的联络沟通,
(下转第 8 页)
PLANT ENGINEERING CONSULTANTS 2023.04 5
Monograph and Summary
专论与综述
石油化工 EPC 项目成套设备采购
全过程质量管理
王友涛
(中国石化工程建设有限公司 北京 100101)
摘 要:成套设备具有一系列固有特点,其采购质量管理一直是工程采购管理工作的重点和难点。本文
立足于工程实践,针对石油化工 EPC 项目成套设备采购质量管理中存在的不足,对采购合同管理、设计管理、
供应商质量体系、采购和生产分包、检验管理、发运及接货检验和竣工资料管理等采购全过程提出了有针对
性的质量管理方法,并阐述了实际应用案例。本文研究成果对构建成套设备采购全过程质量管理体系有一定
参考意义。
关键词:总承包 成套设备 采购 全过程质量管理
Whole-process Quality Management of Package Equipment
Procurement in Petrochemical EPC Project
Wang Youtao
(Sinopec Engineering Incorporation Beijing 100101)
Abstract Due to its inherent characteristics, the procurement quality management of package equipment has
always been the focus and difficulty of engineering procurement management. In order to solve some problems in the
procurement management of package equipment, based on engineering practice, some quality management strategies
have been developed. These strategies focus on the purchase order management, design management, vendor quality
system, procurement and subcontracting, inspection management, delivery and receiving inspection and other aspects.
Meanwhile, the practical application case has been illustrated. This paper can contribute to the build of whole process
quality management system of package equipment procurement.
Keywords EPC Package equipment Procurement Whole-process quality management
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0005-04 DOI: 10.19919/j.issn.2095-2465.2023.08.002
作者简介:王友涛(1989 ~ ),男,硕士,工程师,从事采
购质量管理工作。
通讯作者:王友涛,E-mail:wangyoutao.sei@sinopec.com。
(收稿日期:2023-04-20)
成套设备一般被定义为“生产某些产品或完成一
定任务及功能所必需的整套设备”[1],从采购的角度
通常也被称为“包设备”。在石油化工总承包(EPC)
项目中,总承包商往往会采购一系列重要的成套设备,
如挤压造料设备、风送系统、制冷系统、真空系统、
大型压缩机组等。在成套设备采购合同执行过程中,
单一供应商供应包含动设备、静设备、电气、仪表及
钢结构等多种类别的产品,且部分或大部分设备材料
为分供应商进行生产制造。
目前,石油化工 EPC 项目执行期间的采购物资质量
管理工作多聚焦于直接采购的设备材料,而没有系统性
地对成套设备全过程质量管理进行规划,导致采购质量
风险增加。因此,本文基于成套设备采购管理的复杂性
和风险性,探讨如何构建成套设备采购全过程质量管理
体系,确保采购的成套设备满足项目质量要求。
1 现有质量管理问题分析
成套设备由于其内部包含设备材料种类繁多、设
6 2023.04 设备监理
Monograph and Summary
专论与综述
计界面复杂、设备价值高、质量风险大等特点,其采
购质量管理成为项目管理的重点和难点。通过对现有
管理程序进行分析,发现以下几点不足:
1)合同或技术协议中未能有效识别特种设备,导
致现场进行安装监检和设备注册时遇到障碍;因采购
合同中缺少质量管理要求和其他管理要求,导致合同
执行期间产生商务争议。
2)由于合同内设备材料多、外部接口多,工作界
面和设计矩阵比较复杂,总承包方项目管理人员对外
要厘清业主、承包商和供应商的工作范围,对内要协
同工艺、动设备、静设备、仪表、电气、配管等多专
业展开设计工作,协调工作困难;递交总承包方批复
的文件数量比较大,且一部分文件需要多专业乃至业主
方共同审阅,文件的及时审阅和批复存在较大困难 [2]。
3)部分成套设备供应商没有健全的、能有效运转
的质量控制体系,不能在合同执行期间满足承包商的
质量控制要求;成套设备供应商往往不能准确地将项
目的质量管理要求传达到分供应商。
4)成套设备供应商偏离技术协议进行采购或
分包;技术协议中缺乏重要设备材料分包和采购要求
(包括限制性名单或资质要求),而成套设备供应商
选取了技术水平和质量水平较低的分供应商或购买了
不合格的原材料;分供应商合同执行过程中缺乏质量
控制能力;对于重要的降低材料要求、降低使用功能
和降低安全系数的变更,承包商缺乏索赔依据。
5)业主、承包商和供应商对于生产过程检验的介
入程度和具体的见证点存在争议;成套设备供应商不
能编制详细的检验试验计划;成套设备供应商缺乏质
量人员对分供应商的关键制造环节进行检验;成套设
备供应商缺乏人员进行检验协调,无法保证各相关方
的停止点和见证点得到及时通知。
6)发运及接货检验方面。成套设备供应商发货次
数过多,导致承包商管理成本上升;供应商管理不精细,
出现漏发货的情况,从而影响现场的施工进度。
7)成套设备内设备材料众多,且涉及多个供应商
的工作,经常出现竣工资料中缺失必要的技术文件和
质量文件的情况。
2 采购全过程质量管理方法
2.1 采购合同管理
1)资质要求。招标文件或询价文件中应明确成套
设备供货商具备的资质要求。成套设备中含有特种设
备的,招标文件或询价文件中应明确特种设备范围及
其设计、制造和检验执行的标准,确保其设计、制造
符合国家相关法律、法规和安全技术规范要求。
2)合同质量管理要求。承包商与成套设备供应商
的采购合同中应明确质量管理要求,包括但不限于:
(1)供应商质量体系的要求;(2)提交检验试验计
划的要求;(3)检验等级的说明;(4)按照检验等
级进行预检会的要求;(5)检验试验计划需要承包商
批准的要求;(6)成套设备供应商对其分供应商进行
必要质量监管的要求;(7)按照批复的检验试验计划
向承包商提交检验通知的要求;(8)得到放行单方可
发运的要求等。
3)其他管理要求。采购合同中应详细描述合同执
行阶段承包商对于合同执行期间的其他监督要求,至
少应包括检验管理、催交管理、包装运输、出厂放行、
现场保管、现场测试、现场服务等各类条款。
2.2 设计管理
1)工作界面划分和协调。要通过签署技术协议、
组织成套设备开工会等方式明确业主、承包商和供应
商在设计、采购、制造、施工安装及调试开车过程中
的工作界面和各自的工作范围。
2)技术文件审批矩阵。在技术协议谈判阶段,应
基本确定供应商需要递交的文件范围,并明确文件审
批类型(需审批或仅提交知悉)。在项目执行期间,
项目组内部应明确技术文件审批矩阵,落实审批责任,
避免文件递交以后不能及时得到批复。
3)成套设备技术文件管理。设计牵头专业或项
目文档控制负责对于供应商技术资料的分发,各专业
工程师根据项目供应商文档批复的要求,及时对技术
文件进行审批。项目组内应有专人建立并管理文件递
交和批复台账,并确保台账清晰、准确地记录文件递
交时间、版次信息、返回时间、批复状态和审批负责
人等。
2.3 供应商质量体系
1)质量体系的要求。采购合同中应明确成套设
备供应商的质量体系要求,并要求供应商有专职的、
具有一定独立性的质量管理人员,具有对成套设备采
购、设计、制造、装配、试验进行全程质量控制的
能力。
PLANT ENGINEERING CONSULTANTS 2023.04 7
Monograph and Summary
专论与综述
2)供应商审核。承包商应建立有针对性的供应商
审核计划。该计划应包含合同前的审核、合同执行过
程中的审核和合同执行后的评价,且应重点关注复杂
成套设备供应商。供应商审核工作,特别是合同前的
审核工作往往是保证合同顺利执行和产品质量的关键
活动,切不可忽略 [3]。
3)质量要求的传递。承包商应适时抽检成套设备
供应商与重要分供应商之间的无价格合同,确保质量
要求和技术要求传达到分供应商。
2.4 采购和生产分包
1)原材料采购管理。承包商应在合同中明确:一
切关于原材料的偏离应提前得到承包商技术人员的确
认;一旦发生重大偏离,商务人员应当及时介入,以
讨论商务方面的影响;采购合同中还应定义重大变更
产生以后的商务争端解决方式,对供应商的恶意变更
进行制约。
2)分供应商资质要求。在技术协议或合同中应明
确重要设备材料分供应商的资质要求。对于关键的设
备材料还应提出限制性名单,以排除低技术水平、低
质量管控的供应商或不合格的材料,减少合同执行期
间的质量风险。
3)分供应商质量管理。项目组应协调供应商管理、
质量管理岗位的专业人员适时对重要分供应商进行质
量体系审核,一旦发现分供应商能力不足或质量体系
较差,项目组应立即从商务、质量和技术的角度采取
相应行动,减少合同执行风险。
2.5 检验管理
1)检验见证要求。承包商在询价阶段应提出较为
详细的检验见证要求。检验见证要求应充分考虑成套
设备内设备材料的特点、制造加工的工序及难点,不
应过于笼统。在技术澄清阶段,如供应商对检验试验
要求提出偏离,承包商应进行详细的澄清和评估,以
避免合同执行期间产生重大争议。
2)检验试验计划的编制要求。成套设备供应商应
提供详细且具有可执行性的检验试验计划。检验试验
计划应列举合同内所有的设备和材料,包括以文件审
核控制为主的非关键设备材料。主要设备材料应有详
细的制造工序和检验控制要求,非关键部件或材料应
有明确的文件审核范围。检验试验计划中应体现出成
套设备供应商对于分供应商的检验参与,其参与程度
不应低于承包商的介入。承包商对于分供应商所供产
品的检验介入要充分考虑具体设备材料的关键等级或
检验等级。在对检验试验计划进行审批时,应注意收
集业主方的意见。
3)预检会。对于检验等级为 1 级和 2 级的成套
设备,应严格落实预检会制度。对于检验等级为 3 级
和 4 级的成套设备,可结合供应商既往表现、合同交
货期、工作量等情况综合考虑是否需要进行预检会。
对于成套设备的预检会,应考虑供应商采购状态尽早
召开预检会,以尽早明确对于分供应商的质量控制要
求;考虑包内设备材料的实际开工顺序,可以分多次
举行预检会。
4)检验通知。承包商应在采购合同中明确检验通
知的发送要求,并在开工会、预检会等场合反复强调
此要求,以确保供应商能严格按照审批的检验试验计
划进行检验通知。检验通知应准确且有一定的提前量,
以避免出现漏检的情况。
5)检验任务安排。承包商在进行检验任务安排时
应确保检验员所收到技术文件的完整性;由于分供应
商较多,牵涉的检验员往往有多名,应建立质量问题
台账并及时进行梳理。
在某大型外资石化 EPC 项目过程中,笔者单位在
设备材料采购合同中提出了详细的质量管理和检验要
求。其主要内容见表 1。
这一系列有针对性的合同要求,降低了成套设备
采购管理中的质量风险,减少了采购合同执行期间的
争议。
2.6 发运及接货检验
1)包装检验要求。承包商应在合同和检验试验计
划中明确要求对于成套设备包装检验的见证。执行检
验时,检验人员应根据管道及仪表布置图(PID)、装
箱清单、备品备件清单、技术协议、图纸、数据表等
文件的要求详细清点待发货物是否齐备,并确认包装
方式满足项目包装要求。
2)发运批次要求。对于成套设备,应在其采购合
同中明确设备材料发货批次,以节省运输成本和管理
成本。
3)接货检验。成套设备的接货检验应要求供应商
到现场见证,以协助清点货物、及时澄清疑问、确认
盈缺损。必要时,应在采购合同现场服务条款中明确
此项要求。
8 2023.04 设备监理
Monograph and Summary
专论与综述
质量 / 检验
管理项目 具体要求细节
供应商质量
管理体系
供应商应具有经过第三方认证的质量管理体系;
合同执行期间,供应商应提交有针对性的项目质量控制计划;
成套设备供应商的项目质量控制计划中应包含对分供应商的质
量管理计划
检验试验计划
合同执行期间,供应商应提交详细的检验试验计划;
检验试验计划应包含对供货范围内所有的设备材料的检验活动;
原则上成套设备分供应商负责详细的检验试验计划的编制;
所有设备材料的生产必须在检验试验计划得到审批之后进行
检验等级
1 级:承包商原则上进行驻厂检验;
2 级:承包商按照批复的检验试验计划进行关键点见证或周期
性巡检;
3 级:承包商根据批复的检验试验计划进行关键点见证或终检;
4 级:承包商根据批复的检验试验计划进行终检;设备材料的
检验等级在询价文件和采购合同中由承包商定义。对于成套设备,
采购合同设备材料分项表中应定义所有项目的检验等级
预检会
检验等级为 1 级和 2 级的设备材料在制造前召开预检会;
检验等级为 3 级和 4 级的设备材料经多方面评估决定是否召开
预检会;
对于任何检验等级的复杂成套设备,必须召开预检会
分供应商
质量管理
供应商应确保对于分供应商的选择符合采购合同的要求;
供应商应对分供应商的质量活动进行有效监督;
检验试验计划中应体现供应商对于分供应商的检验管理
检验通知
供应商应提前向承包商发送准确的检验通知;
对于中国境内的检验活动,供应商最少应提前 3 个工作日通知
承包商;
对于中国境外的检验活动,供应商最少应提前 10 个工作日通知
承包商
竣工资料目录
供应商应在合同执行前期向承包商提交竣工资料目录供审阅、
批复;
供应商应严格按照批复的竣工资料目录进行竣工资料的准备
检验放行
在完成检验试验计划中定义的检验活动以后,承包商签署检验
放行单;
对于直接发现场的分包设备材料,承包商的检验放行同样适用;
检验放行单是买方进行货款支付的必需文件之一
表 1 采购合同质量管理及检验管理要求
2.7 竣工资料管理
1)合同竣工资料要求。在询价文件和后续的合
同或技术协议中,承包商应明确各类设备材料的通用
竣工资料要求。对于成套设备内重要的设备材料做到
重点关注;要识别重要的检验检测报告和安装使用
手册,并要求将其包含至竣工资料目录中。
2)竣工资料目录审查。承包商应要求供应商在合
同执行前期提交竣工资料目录。项目组应组织设计、
质量和采购的相关工程师对其进行审阅并批复,以确
保合同执行期间供应商有明确的依据准备竣工资料。
3 结束语
大型成套设备如挤压造粒设备、乙烯三机、风送
系统等采购费用高昂,其设计返资、施工安装都在项
目进度的关键路径上,而其能否成功完成现场测试,
达到既定的性能要求更是决定项目成败的关键因素之
一。因此,做好成套设备的采购质量管理工作是实现
项目目标的必由路径。上述针对工程实践中总结的成
套设备采购质量管理存在的问题,从合同管理、设计
管理、供应商质量体系、采购和生产分包、检验管理、
发运和接货检验、竣工资料管理等方面提出了一系列
质量管理方法,基于此实现了成套设备采购全过程质
量管理。
参考文献
[1] 徐刚 .浅谈国内 EPC 总承包商对成套设备的采购管
理 [J].化工设计,2019,29(04):47-50+2.
[2] 黄青.试论国际 EPC 总承包下成套设备采购的管理
[J].设备管理与维修,2019(24):12-14.
[3] 张振伟 ,叶晓芳.工程建设中成套设备采购的风险
及对策 [J].石油石化物资采购 ,2010(11):89-91.
(上接第 4 页)
及时完成会议、指令、报告的签署、关闭和评价;标
准管理人员及时、准确地获取项目适用的标准信息并
进行有效的动态管理,建设单位强化对设备监理单位
的管理,监理单位提高对项目监造组的管理,确保监
理计划和实施细则有效运行,实现设备质量、进度控
制和监理效能的共赢。
参考文献
[1] 宋继红 .我国设备监理发展特征和重要性研究 [J].
设备监理 ,2017(05):9-14.
[2] 宋亚东 , 王建庭 .《设备工程监理规范》的意义和
价值 [J].设备监理 ,2013(01):28-31+34.
[3] 韩旭 . 现代化信息管理在设备监理中的作用 [J].设
备监理 ,2019(02):26-28.
[4] 曾勇 .重大设备监理的新常态管理 [J].设备监
理 ,2015(04):29-30+36.
[5] 张 瑞刚 , 韩传高 , 杨百勋 ,等. 基于网络技术
的设备监理信息管理系统研究与开发 [J].热力发
电 ,2013,42(10):91-93.
[6] 程建华 , 赵杰 ,万成勇.设备监理与制造厂如何做
好沟通 [J].设备监理 ,2017(04):46-51.
[7] 陈国秋 .浅谈企业标准规范的有效性管理 [J]. 现代
经济信息 ,2013(13):26.
PLANT ENGINEERING CONSULTANTS 2023.04 9
质量控制
Quality Control
GQ70 型轻油罐车罐体焊接质量
缺陷分析及控制措施
张万岭
(济南机车车辆监造项目部 济南 250022)
摘 要:本文对装运化工液体类介质的铁路 GQ70 型轻油罐车在运用过程中,罐体承受车辆牵引力及自身
和货物重力的受力情况进行分析,结合铁路车辆新造企业在罐体生产中常见的焊接质量缺陷,提出了罐体制
造中焊缝焊接质量的工艺控制及检验、试验的相关方法,通过实施有效的过程管控,罐体焊接质量符合技术
要求,满足车辆运行安全的目的。
关键词:罐体 焊接缺陷 控制措施
Analysis and Control Measures of GQ70 Light Oil Tank
Car Body Welding Quality Defect
Zhang Wanling
(Ji'nan Locomotive and Rolling Stock Supervision Project Department Ji'nan 250022)
Abstract In this paper, the Railway GQ70 light oil tank car carrying liquid medium of chemical industry
is introduced, tank bearing vehicle traction and its own and cargo gravity is analyzed. Combined with the common
welding quality defects in the tank production of the new railway rolling stock enterprises, the process control,
inspection and test methods of weld quality in tank manufacturing are put forward. By implementing effective process
control, the welding quality of the tank can meet the technical requirements, meet the goal of vehicle operation safety.
Keywords Tank Welding defects Control measures
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0009-04 DOI: 10.19919/j.issn.2095-2465.2023.08.003
作者简介:张万岭(1970 ~ ),男,本科,工程师,从事轨
道车辆质量监造工作。
通讯作者:张万岭,E-mail:zwl8639@163.com。
(收稿日期:2023-04-13)
GQ70 型轻油罐车是一种装运汽油、煤油、柴
油等化工液体类介质的 70 t 级轻油铁路罐车。该车
与其他货运车辆的不同点为:1)装运的轻油类化
工介质属于易燃易爆危险类物品;2)车体为无中梁
(两端为牵引梁和枕梁组焊而成的牵枕装配装置)圆
截面斜底的罐体结构。同其他以底架为承载方式的敞
车、棚车等铁路货车相比,罐体不仅承受本身装载的
70 t 级货物所产生的垂向重力,还承受和传递整列列
车的横向牵引力。
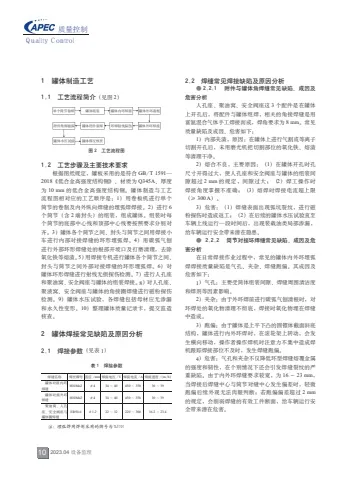
目前铁路轻油罐车新造生产中,由于有的企业受
罐板卷制设备的限制,罐体由 6 个圆截面斜底的单个
筒节和 2 个椭圆形封头组焊而成(具体形状见图 1)。
所以在罐体制造中,对罐体对接环形焊缝,特别是对
以罐体人孔座为中心的中间 3 条筒节贯通环形焊缝的
焊接质量,提出了更高的质量保证要求。
图 1 GQ70 型轻油罐车罐体形状
10 2023.04 设备监理
质量控制
Quality Control
1 罐体制造工艺
1.1 工艺流程简介(见图 2)
图 2 工艺流程图
ߵൣ࣍ྔ༹࠸ থࡰ࣍ా༹࠸ ፇጎ༹࠸ ࡰཤবਝ߲ڇ
থࡰ࣍ྔ༹࠸ พ၍༑ฅࡰ࣍ ࡰॲጎ༹࠸ ༑ىࡰॲঙ
ֱࢃᅎ༹࠸ ᄓუ༹࠸
1.2 工艺步骤及主要技术要求
根据图纸规定,罐板采用的是符合 GB/T 1591—
2018《低合金高强度结构钢》、材质为 Q345A、厚度
为 10 mm 的低合金高强度结构钢。罐体制造与工艺
流程图相对应的工艺顺序是:1)用卷板机进行单个
筒节的卷制及内外纵向焊缝的埋弧焊焊接。2)进行 6
个筒节(含 2 端封头)的组装,组成罐体。组装时每
个筒节的底部中心线和顶部中心线要按照要求分别对
齐。3)罐体各个筒节之间、封头与筒节之间用焊接小
车进行内部对接焊缝的环形埋弧焊。4)用碳弧气刨
进行外部环形焊缝处的根部开坡口及打磨清理,去除
氧化铁等熔渣。5)用焊接专机进行罐体各个筒节之间、
封头与筒节之间外部对接焊缝的环形埋弧焊。6)对
罐体环形焊缝进行射线无损探伤检测。7)进行人孔座
和聚油窝、安全阀座与罐体的组装焊接。8)对人孔座、
聚液窝、安全阀座与罐体的角接圈焊缝进行磁粉探伤
检测。9)罐体水压试验,各焊缝包括母材应无渗漏
和永久性变形。10)整理罐体质量记录卡,提交监造
核查。
2 罐体焊接常见缺陷及原因分析
2.1 焊接参数(见表 1)
焊缝名称 焊丝牌号 直径 /mm 焊接电压 /V 焊接电流 /A 焊接速度 /(m/h)
罐体对接内环
焊缝 H10Mn2 φ4 34 ~ 40 450 ~ 550 30 ~ 39
罐体对接外环
焊缝 H10Mn2 φ4 34 ~ 40 450 ~ 550 30 ~ 39
聚油窝、人孔
座、安全阀座与
罐体圈焊缝
ER50-6 φ1.2 22 ~ 32 220 ~ 300 16.2 ~ 23.4
表 1 焊接参数
注:埋弧焊用焊剂采用的牌号为 SJ101
2.2 焊缝常见焊接缺陷及原因分析
● 2.2.1 附件与罐体角焊缝常见缺陷、成因及
危害分析
人孔座、聚油窝、安全阀座这 3 个配件是在罐体
上开孔后,将配件与罐体组焊,相关的角接焊缝是用
富氩混合气体手工焊接而成,焊角要求为 8 mm。常见
质量缺陷及成因、危害如下:
1)内部夹渣,原因:在罐体上进行气割或等离子
切割开孔后,未用磨光机把切割部位的氧化铁、熔渣
等清理干净。
2)熔合不良,主要原因:(1)在罐体开孔时孔
尺寸开得过大,使人孔座和安全阀座与罐体的组装间
隙超过 2 mm 的规定,间隙过大;(2)焊工操作时
焊接角度掌握不准确;(3)熔焊时焊接电流超上限
(≥ 300 A)。
3)危害:(1)焊缝表面出现弧坑裂纹,进行磁
粉探伤时造成返工;(2)在后续的罐体水压试验直至
车辆上线运行一段时间后,出现装载油类局部渗漏,
给车辆运行安全带来潜在隐患。
● 2.2.2 筒节对接环焊缝常见缺陷、成因及危
害分析
在日常焊接作业过程中,常见的罐体内外环埋弧
焊焊接质量缺陷是气孔、夹杂、焊缝跑偏。其成因及
危害如下:
1)气孔:主要受筒体组装间隙、焊缝周围清洁度
和焊剂等因素影响。
2)夹杂:由于外环焊前进行碳弧气刨清根时,对
环焊处的氧化物清理不彻底,焊接时氧化物埋在焊缝
中造成。
3)跑偏:由于罐体是上平下凸的圆锥体截面斜底
结构,罐体进行内外环焊时,在滚轮架上转动,会发
生横向移动,操作者操作焊机时注意力不集中造成焊
机跟踪焊接部位不及时,发生焊缝跑偏。
4)危害:气孔和夹杂不仅降低环型焊缝熔覆金属
的强度和韧性,在个别情况下还会引发焊缝裂纹的严
重缺陷。由于内外环焊缝要求较宽,为 16 ~ 23 mm,
当焊接后焊缝中心与筒节对缝中心发生偏差时,轻微
跑偏后续外观无法肉眼判断;若跑偏偏差超过 2 mm
的规定,会削弱焊缝的有效工件断面,给车辆运行安
全带来潜在危害。
PLANT ENGINEERING CONSULTANTS 2023.04 11
质量控制
Quality Control
3 焊接质量控制及检验、试验
罐体焊缝的焊接,既是一个车辆运用安全风险管理
的“关键工序”,又是一个质量控制的“特殊过程”,总
体需要从焊接要素和工序实物质量 2 个方面进行控制。
3.1 焊接要素控制
● 3.1.1 焊工资格及实际操作能力的确认
首先,焊工应具备操作资质,即根据《特种作业
人员安全技术培训考核管理规定》(国家安全生产监
督管理总局令第 30 号),取得国家安全生产监督管理
部门颁发的《特种作业操作证》[1]。其次,人力资源管
理部门要通过现场试焊等方式,确认焊工的应知应会
和实际焊接操作技能达到焊接质量要求。
● 3.1.2 焊接设备使用状态的维护
焊接设备除按照管理制度进行了维护保养外,设
备管理部门应经常在生产现场对焊机、焊接小车的设
备性能、电流电压的稳定性等进行检查,发现异常及
时组织维修人员进行状态维护。
● 3.1.3 罐板及焊接材料入厂复验
在罐体开工前,质检部门要对采购的罐板、焊丝
等材料进行入厂复验。1)要核对采购产品的质量证明
书是否规范,引用标准及试验数据是否准确,质保书
中所列的材料生产炉批号是否与采购产品包装及标注
的炉批号相符合;2)对罐板和焊丝进行化学成分和力
学性能入厂复验,合格后方可下发投用。
● 3.1.4 焊接环境控制
罐体在夏季生产时,应注意生产厂房是否有漏雨
等问题,漏雨不仅对焊接设备的性能产生影响,同时
罐体外环焊部位出现锈迹,给焊接及后续的油漆喷涂
带来不良影响。在冬季生产时,要及时进行焊接环境
温度的监测,确认符合 TB/T 1580—1995《新造机车
车辆焊接技术条件》规定的 0 ℃ 以上,当焊接环境温
度低于规定时,企业应采取增温措施,确保环境温度
符合要求 [2]。
3.2 焊缝实物质量控制
企业的工艺技术管理人员,特别是现场质检人员,
要以工序巡视的过程检查方式,重点对以下工艺项点
落实的有效性进行监督。
● 3.2.1 气孔的预防及返工处置
1)组装间隙。组装罐体各筒节组装时,相邻两筒
节之间的对接间隙应为 1 ~ 3 mm。当局部间隙大于
3 mm 时需要督促进行返工处理。人孔座、聚油窝、安
全阀座与罐体角焊缝焊接前,与罐体组装间隙应符合
≤ 2 mm 的要求。
2)焊前清理。按照 TB/T 1580—1995 的要求,
在焊前清除焊缝周围 20 mm 范围内的油污、污物。焊
缝表面及邻近区域如果有油、锈和水分,都会在焊接
时使熔池中含氢量显著增高而产生气孔。焊前清理应
重点关注以下 2 个方面:(1)在进行罐体组装时,
筒节定位焊处的焊接飞溅及定位焊缝焊接不良未及时
清理;(2)人孔座与罐体焊接部位预涂底漆喷涂过
厚,超过≤ 20 μm 的标准规定,给后续焊接带来不良
影响。
3)埋弧焊焊剂采购及使用管理。在进行罐体内外
环缝埋弧焊接时,焊剂是影响焊接质量的一个比较重
要并且容易被忽略的因素。以往罐体生产时,曾经出
现过因为焊剂采购供应不及时,而临时更换焊剂供应
厂家,造成内、外环焊缝焊接后,焊缝中部出现密集
针孔状小气孔的问题。所以企业应对供货业绩良好的
焊剂厂家进行固定采购,不要轻易更换。同时加强对
焊剂的使用状况的检查,监督操作者严格按照工艺规
定,使用前在烘干箱内经 300 ~ 350 ℃ 烘干 2 h 以上,
对回收再用的焊剂要避免被水、尘土等污染,细粉末
和灰分用细筛筛除,减少焊剂在环焊缝出现气孔方面
的使用风险。
4)气孔返工。对焊缝产生的气孔,特别是内外
环焊产生的气孔,操作者必须用砂轮或者碳弧气刨消
除后再用气体保护焊进行补焊,焊后磨修平整。生产
过程中曾经出现个别操作者为图省事,出现气孔后未
按照工艺规定消除气孔,而直接用富氩气体保护焊补
焊的问题。质检部门要加强现场巡检力度,对发现的
此类违反工艺问题当场纠正,并组织现场质量分析
会,向员工讲解这种行为危害,晓以利害,避免重复
发生。
● 3.2.2 焊缝夹杂的预防及返工处置
焊接前,如果焊接区域特别是外环焊缝清根质量
不良,焊接时直接埋入焊缝中,产生夹杂缺陷。为此,
质检部门要将外环清根作为专检工序,操作者清理完
成,通知质检员检查合格后方准许进行外环焊接。为
减少清理工作量,有的企业在生产中集思广益,自己
制作了专用的清理工具,对外环部位焊渣进行磨削清
理,效率较高,效果良好(见图 3)。
12 2023.04 设备监理
质量控制
Quality Control
图 3 焊缝清根清理小车
● 3.2.3 筒节对接环焊缝跑偏
为防止内外环焊缝跑偏,企业不仅要对用于内环
焊的焊接小车和外环用焊接专机进行定期检查,确保
焊机的焊缝跟踪装置状况良好。还应该在内外环焊缝
焊接前,监督焊工按照工艺规定,以筒节组装拼缝为
中心,在拼缝两侧刻打至少1圈6组以上的对称样冲眼,
每组 2 个对称于焊缝两侧,环向均布,作为检查焊缝
是否跑偏的依据(见图 4)。
3.3 焊缝无损检测
● 3.3.1 探伤检测
根据《铁路罐车罐体焊接接头无损检测技术条件》
(运装货车函〔2017〕107 号), 罐体的每条对接接
头均应按照 NB/T 47013.2—2015《承压设备无损检测
第 2 部分:射线检测》进行射线检测,检测技术等级
不低于 AB 级,合格级别不低于 III 级 [3]。人孔颈、聚
液窝、阀座等与罐体角接接头焊缝应进行 100% 磁粉
检测,应符合 NB/T 47013.4—2015《承压设备无损检
测 第 4 部分:磁粉检测》的 I 级要求 [4]。
● 3.3.2 探伤监督
罐体生产前,质检人员应该对射线和磁粉探伤按
照“人、机、料、法、环、测”六要素进行符合性审核。
图 4 环型焊缝样冲眼刻打示例
在日常生产中,除对罐体焊缝部位探伤记录进行例行
检查外,还要对磁粉和探伤每日开工前的设备校验、
磁粉的入厂复检进行重点核查。
3.4 罐体水压试验
根据 TB/T 1803—2007《铁道罐车水压试验》,
罐体组焊完成后逐个进行水压试验,质检人员要重点
核查以下要素:试验环境温度不低于 0 ℃;试验压力
为(0.4±0.01)MPa;受试压的罐体外表面保持干燥
状态;试验装置及受压罐体状态良好;如有渗漏,应
泄压放水,消除缺陷,补焊并重新试压 [5]。试压结束后,
操作者填写《罐体水压试验记录卡片》,质检员进行
签章确认。
4 罐体移交
罐体完工后,企业质检代表向铁路局监造人员进
行移交核查。监造人员一是要重点核查质量记录的完
整性,包括磁粉和射线记录、水压试验报告等。二是
要对罐体整个质量状态进行全面核查,包括罐体内部
罐板表面质量和各部位焊缝的焊接质量。
(下转第 24 页)
PLANT ENGINEERING CONSULTANTS 2023.04 13
质量控制
Quality Control
岸边集装箱起重机前大梁
校正工艺与质量控制
刘兴刚 1
刘贵宁 2
(1. 必维质量技术服务(上海)有限公司 上海 212015)
(2. 江苏国咨检检测认证有限公司 南京 211170)
摘 要:前大梁校正质量控制是岸边集装箱起重机(简称岸桥)监理过程中的重中之重。本文从研究岸
桥前大梁火焰校正的原理、特点和变形规律出发,由此确定加热位置、加热区域和加热温度等,对制定前大
梁火焰校正工艺和质量控制具有指导意义。文章通过前大梁监理过程中火焰校正的典型实例加以分析介绍,
为其结构拱度、旁弯、平整度的变形校正提供借鉴和参考。
关键词:岸边集装箱起重机 前大梁 火焰校正 质量控制
Correction Process and Quality Control of the Boom of
the Shore to Ship Container Crane
Liu Xinggang1
Liu Guining2
(1. Bureau Veritas (Shanghai) Co., Ltd. Shanghai 212015)
(2. Jiangsu National Advisory Inspection Testing and Certification Co., Ltd. Nanjing 211170)
Abstract The boom correction and quality control is the top priority in the supervision process of ship to
shore container cranes (STS). In this paper, it firstly studies the principle, characteristics and deformation law of the
flame correction of the boom, secondly determines the heating position, heating area and heating temperature, which
has guiding significance for the formulation of the flame correction process and quality control of the boom. This paper
analyzes and introduces typical examples of flame correction in the supervision process of the boom, which provides
reference for the deformation correction of structural arch, side bending and flatness.
Keywords Shore to ship container crane Boom Flame correction Quality control
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0013-03 DOI: 10.19919/j.issn.2095-2465.2023.08.004
作者简介:刘兴刚(1986 ~ ),男,硕士,工程师,从事港
口机械设备监理工作。
通讯作者:刘兴刚 , E-mail: xinggang.liu@bureauveritas.com。
(收稿日期:2023-04-14)
随着市场的发展,集装箱船越做越大,岸边集装
箱起重机(简称岸桥)前大梁的前伸距也就需要随之
增长,现在最长已经达到 76 m。前大梁是岸桥重要部
件之一,对于岸桥来讲,它结构复杂,其制作质量的
优劣直接影响整机的使用性能。为了使前大梁满足要
求,研究如何控制前大梁结构变形是重点也是难点。
在钢结构焊接制造过程中,变形在所难免,在前大梁
焊接完成后,其拱度、旁弯、平整度一般都达不到要求,
需要采用适当的工艺加以校正。由于前大梁结构复杂,
不能进行机械校正,多采用火焰校正。以下将从前大
梁结构特点、火焰校正原理及典型校正范例进行论述,
从而在其监理过程中抓住重点,达到质量控制的目的。
1 前大梁结构介绍
前大梁多为双箱梁结构形式,前大梁结构如图 1
所示,由 4 根联系梁和前大梁本体拼装而成,其中前
大梁本体主要由直斜腹板、盖底板、承轨梁、隔板和
加强筋焊接组成。岸桥工作时,承轨梁作为主要受力
元件,其质量的好坏直接决定了岸桥后期的工作性能,
14 2023.04 设备监理
质量控制
Quality Control
其拱度和旁弯要求很高。前大梁腹板有局部凸起或凹
下的波浪变形,主要是由焊接变形作用下局部失稳而
形成。这等于前大梁的受力截面和刚度减小,同时也
严重影响前大梁的外观质量。因此,对前大梁腹板平
整度也提出了较高要求。
图 1 前大梁结构
前大梁主材选用 Q355B 制作,其中“Q”是屈
服强度,355 表示为 355 MPa。在控轧正火状态下使
用,母材组织主要由沿着轧制方向在铁素体基体中呈
断续带状分布的等轴状珠光体组成。其中铁素体约占
90%,珠光体约占 10% [1]。
2 前大梁火焰校正原理及加热温度分析
利用金属热胀冷缩的物理特性,使钢结构件火焰
校正变得易于操作和高效 [2]。在金属结构上局部加热
时,被周围冷金属阻挡的加热区域无法自由变形,且
该部分受到了塑性压缩。冷却后,残余的局部收缩使
结构得到需要的变形,与未受热前相比,收缩后的长
度会缩短一些。前大梁的火焰校正即利用此原理,将
结构的某些部分局部加热冷却后,通过残余的局部收
缩,使其产生塑性压缩,从而达到校正的目的。
当采用火焰局部加热校正时,由于存在残余应力,
不正确的火焰校正会对前大梁的承载能力产生不利影
响 [3]。要掌握火焰校正的变形规律,才能减少这些不
良影响。在前大梁截面中心线一边加热,冷却后主梁
会向中心线另一边拱曲变形,变形值与加热面积成正
比,与对应的截面惯性矩成反比。火焰在梁的扭转截
面上加热,前大梁冷却后会沿着所加扭矩的方向产生
扭转角,扭转角的大小与加热截面的大小有关,其截
面的极惯性矩越小,加热面积越大,产生的扭转角就
越大。通过计算加热面积、加热部分重心到前大梁的
截面中心线距离、火焰校正位置的数量、火焰校正压
缩系数、梁的截面惯性、火焰校正加热面积的重心到
前大梁最近跨端的距离,得到火焰校正近似值,为制
定火焰校正工艺提供根据。
火焰校正的加热位置、加热区形状及加热温度决
定校正的效果,其中加热温度对母材力学性能会产生
影响,不合适的火焰校正温度会破坏钢结构承载能力
和影响使用性能,因此在制定火焰校正工艺时,选择
合适的温度尤为重要。研究表明 [4],Q355B 同类钢材
加热温度超过 750 ℃ 后,会引起母材强度下降和材料
断后伸长率增加;母材表面硬度下降是由于轧制过程
中产生的加工硬化消失;经过不合适的温度加热,珠
光体与铁素体间晶界裂纹扩展阻力减小,导致应力集
中,导致母材冲击性能下降。因此,Q355B 火焰校正
温度超过 750 ℃ 后,虽然火焰校正位置屈服强度、伸
长率、冲击功和表面硬度仍然在标准要求范围内,但
该位置力学性能均有明显变化,这样在加热部位和非
加热部位产生应力,势必对钢结构整体性能产生不可
预测的影响。为了减小火焰校正对矫正位置产生的应
力集中和避免矫正过程温度控制不当造成过热现象,
制定火焰校正工艺时,温度最好不要超过 650 ℃,特
别是 FCM 板(指以受拉为主的断裂危险的构件)尤其
要注意。
3 前大梁火焰校正工艺的制定及质量控制
3.1 前大梁尺寸测量方法
前大梁拼装完成后,首先要对前大梁整体拱度、
旁弯、腹板垂直度和平整度进行检查测量,将检查测
量结果作为依据,由此制定火焰校正工艺,确定加热
位置、加热顺序、加热范围和深度等。前大梁左右
共 6 个零位点(图 1 中铰点、联系梁 2、联系梁 3 对
应大梁底板位置)测量前首先要顶平,偏差控制在
2 mm以内。承轨梁的拱度与旁弯测量采用光学经纬仪、
铟钢尺,拱度测量部位为承轨梁面板对应每档隔板,
无拱度要求适当上拱,有拱度要求按照图纸要求执
行;旁弯测量以承轨梁腹板上车挡处与铰点处隔板相
对应的两点,经纬仪对好直线,测量承轨梁与各档隔
板相对应的自由边,承轨梁旁弯≤ 0.2%d(d 为相邻隔
板开档尺寸 ),整体旁弯控制在 8 mm 以内;使用线锤
和钢板尺测量垂直度,要求 1/500 mm, 最大不超过
PLANT ENGINEERING CONSULTANTS 2023.04 15
质量控制
Quality Control
5 mm;直腹板平整度检查采用标准的 1 m 平尺,
要求 3 mm/m 以内。
3.2 前大梁火焰校正工艺及控制要点
1)火焰校正方法按加热部位的形状划分,有三角
形加热、带状加热、点状加热等多种方式。制定火焰
校正工艺时,根据不同情况选择一种加热方法或多种
加热方法组合的方式达到矫正的目的。火焰校正过程
基本要求前大梁不受外力,氧乙炔混合中性焰加热,加
热温度均匀,腹板受热时温度不宜过高,否则引起凹陷
变形,修复难度较大 [5]。完成火焰校正后,需要对前大梁
尺寸进行重新测量,对矫正质量做检查,对未能达到要
求的位置进行再次矫正,直至达到技术要求。
2)前大梁火焰校正过程中特别注意事项:
(1)应避免矫正过量,严格控制火焰加热温度和加热
区域,做好温度监控,温度测量使用红外测温枪,避
免在同一部位重复加热,加热点不得重叠,加热次数
不宜超过 3 次;(2)加热时要逐点在受热区域内扩展,
热的地方要超过最低加热温度,避免以预热的方式大
面积的往复慢热而影响矫正效果;(3)在制定前大梁
的火焰校正工艺时,在主结构的最大应力截面上,尽
量避免进行加热;(4)平整度校正时对加热区的凸起
处,严禁使用铁榔头直接敲击板面,严禁采用浇水的
方法进行冷却。
3)前大梁拱度可采用带状加热与三角形加热相结
合的方式进行,带状加热位置在隔板对应的盖板底板
处,三角形加热位置在隔板对应的腹板处,带状加热
宽度为 90 mm,长度为板宽,加热过程应从宽度中间
向两边扩展,宽度带状加热最好由 2 人同时操作,然
后再用三角形加热的方式进行加热,这样可以在隔板
对应的盖板底板和盖板底板三角形底与相应翼板上的
带状加温宽度相等,且在承轨梁腹板的高度下,三角
形的高度稍低。从上方开始加热三角形,再由中央向
两侧扩展,逐层加热至三角形下方,同时对腹板两侧
进行加热。如图 2 中 1 和 2 所示,1 适用于拱度较小,
要求增大拱度;2 适用于拱度较大,要求减小拱度。
4)前大梁旁弯也可用带状加热和三角形加热的组
合来矫正,带状加热位置在隔板对应的腹板处,三角
形加热位置在隔板对应的盖底板处,如图 2 中 3 所示
为大梁外弯时使用,根据矫正量来确定带状加热宽度
和三角形加热高度,当矫正量较小时,也可以只用带
状加热来矫正前大梁旁弯。前大梁局部发生扭曲导致
直腹板垂直度超差,往往使用三角形加热法在扭曲对
应的盖底板进行矫正。
图 2 拱度和旁弯矫正示意图
1
3
2
5)前大梁腹板平整度超差主要是由于周围焊缝收
缩,造成钢板局部失稳,相对远离隔板焊缝的部分因
受压而向上凸出,对此区域进行矫正,应采用点状加
热矫正,点状分布呈梅花状或链状密点形,加热圆点
直径一般为 50 ~ 90 mm,对较薄的板进行矫正,以圈
法加热即可,直径方向加热温度向外递减,适当提高
厚板校正温度,如图 3 中 1、3 所示。另外,隔板和加
强筋角焊缝焊后收缩,也可能使腹板局部发生角变形,
造成腹板平整度超差,针对此种变形,应采用图 3 中
2 所示带状加热方式进行矫正,加热时路径走 S 形,
尽量选用较低的加热温度和加热面积,以减小对母材
的影响。
图 3 平整度矫正示意图
1
2
3
4 结束语
前大梁作为岸桥的重要构件,决定了岸桥是否能够
安全可靠的运行。以上就前大梁结构特点、火焰校正原
理、基本方法、注意事项和典型校正工艺进行了介绍。
(下转第 31 页)
16 2023.04 设备监理
质量控制
Quality Control
华龙一号蒸汽发生器管子管板
密封焊缝的质量监督控制
岑龙涛 王保满 王伟波 张志强
(中广核工程有限公司 深圳 518124)
摘 要:蒸汽发生器是核电站的核心设备之一,管子管板焊缝为核一级焊缝,其焊接质量直接关系核电
站的安全和使用寿命。由于管子管板密封焊缝数量多,涉及的工序种类多,所以存在较大的质量风险。本文
对于焊缝结构、工艺特点、检验要求等方面进行了分析,总结了不同参数对于焊接过程的影响,提出了管子
管板密封焊质量控制的要点。实践证明,华龙项目蒸发器管子管板密封焊质量稳定,监督控制效果良好。
关键词:蒸汽发生器 管子管板密封焊 质量控制
Study on the Quality Supervision and Control of Seal Welding
for Tube Plate of Hualong one Steam Generator
Cen Longtao Wang Baoman Wang Weibo Zhang Zhiqiang
(China Nuclear Power Engineering Co., Ltd. Shenzhen 518124)
Abstract Steam generator is one of the core equipment of nuclear power plant. The weld of tube plate is
the first grade nuclear weld, and its welding quality is directly related to the safety and service life of nuclear power
plant. Due to the large number of pipe tube plate sealing welds and the variety of processes involved, there is a large
quality risk. This paper analyzes the weld structure, process characteristics, inspection requirements and other aspects,
summarizes the influence of different parameters on the welding process, and puts forward the key points of quality
control on pipe and tube plate seal welding. Practice has proved that the evaporator tube plate seal welding quality of
Hualong project is stable, and the supervision and control effect is good.
Keywords Steam generator Seal welding of tube sheet Quality control
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0016-03 DOI: 10.19919/j.issn.2095-2465.2023.08.005
作者简介:岑龙涛(1988 ~ ),男,硕士,高级工程师,从
事核电核岛换热器设备工艺制造与质量监督工作。
通讯作者:岑龙涛,E-mail:longtao0117@163.com。
(收稿日期:2023-04-13)
“华龙一号”蒸汽发生器是压水堆核电站重要的
关键设备之一,属于连接一回路和二回路的关键设备,
通过将反应堆产生的热量传递给二次侧工作介质水,
产生饱和蒸汽,从而推动汽轮机发电,并将带有放射
性的一回路系统与不带有放射性的二回路系统进行隔
离。一二次侧的压力边界为管子管板密封焊缝,起到
密封隔离作用,承受着严酷的温差、压差以及各类化
学腐蚀等,易发生介质泄漏等事故,会导致一回路带
有放射性的介质进入二回路产生核污染。
本文通过分析 HL-T67 型“华龙一号”蒸汽发生
器管子管板焊缝的结构特点和工艺参数,并结合具体
工作实践,对于焊缝质量控制要点进行了总结,为华
龙项目蒸汽发生器管子管板密封焊的质量控制优化做
出了有益的尝试。
1 焊缝结构型式
管板为 18MND5 低 合 金 钢 锻 件,直 径 约 为
3 536 mm,厚度约为 598 mm,一次侧堆 INCONEL690
镍 基 合 金,最 小 堆 焊 层 厚 度 为 8 mm。传 热 管 为
INCONEL690 镍基合金无缝管,规格为φ17.48 mm×
1.01(1.04)mm。管板钻孔 12 312 个,正三角形排列型式,
PLANT ENGINEERING CONSULTANTS 2023.04 17
质量控制
Quality Control
孔径为φ17.73 mm(-0.05,+0.07),二次侧最小孔桥为
6.21 mm。
传热管端部与堆焊层表面为不开坡口的平齐式结
构,采用不填丝的自动钨极氩弧焊方法,由于 U 型传
热管管壁较薄,导致管子管板焊接难度增大 [1],全位
置焊接时如果线能量控制不当,极易造成管口变形。
密封焊缝的结构如图 1 所示,焊喉尺寸 a 为圆心位于
焊缝根部并完全内切于焊缝中最大圆的半径,a>0.66e
(e 为传热管壁厚)。
图 1 密封焊缝结构
֫ࡰܑ
ӱ࠶
e
a
18MND5 ࠶ጱ
WS1
࠶U႙
֫ࡰܑए
2 工艺分析及检验要求
2.1 工艺参数分析
镍基合金焊接时内部容易产生气孔,U 型管孔壁
厚较薄,设计规定密封焊应在清洁室内进行(湿度
≤60%,温度为18~28 ℃)。焊接时宜采用小的热输入,
工艺方法采取脉冲焊,通过焊接热输入和熔池位置的
调整,使得既有较大的焊喉厚度,又可以控制熔敷金
属向管内凸起,以利于焊缝与管板的平缓过渡。
焊接使用不填丝的自动钨极氩弧焊(GTAW),
含氧化物钨极的直径为φ1.6 mm,采用惰性气体保护
(30%Ar+70%He),混合气体的特点是电弧燃烧稳定,
阴极清理作用好,具有高的电弧温度,熔深大,速度
快 [2]。某项目蒸发器的密封焊工艺的主要参数见表 1。
序号 项目 参数
1 脉冲 / 基值电流 /A 70 ~ 95/20 ~ 40
2 脉冲 / 基值时间 /ms 100/100
3 预熔电流 /A 30 ~ 50
4 预熔时间 /s 0.5 ~ 1
5 焊接电压 /V 10 ~ 13
6 焊接速度 /(mm/min) 110 ~ 130
7 电流极性 DCEN(直流正接)
8 保护气体流量 /(L/min) 13 ~ 16
9 焊接位置 5F(全位置)
表 1 焊接工艺参数
2.2 检验要求
焊缝的检验要求,主要包括外观检验和无损检测。
● 2.2.1 外观检验
焊缝表面及邻近母材区域,不允许出现以下缺陷:
未熔合,表面气孔、裂纹、凹陷和蜂窝状,夹钨或夹渣,
管孔内径尺寸不合格,堆焊层侧的任何咬边。
● 2.2.2 无损检测
无损检测的方法、时机及验收要求见表 2。
序号 检测方法 实施时机 验收要求
1 RT(射线检验) 焊接过程中
(按比例抽检)
尺寸> 3.0 mm 所有缺陷,都应进行返
修,管板堆焊层上的固有缺陷可不用考虑
2 PT(液体渗透) 焊后氦检漏前 熔敷金属不允许存在任何显示
3 LT(氦检漏) PT 检验后 泄漏率≤ 1.0×10-8 Pa·m3
/s(100% 氦气,
压差 0.1 MPa)
表 2 焊缝无损检测
3 焊接质量监督控制要点
传热管与管板的连接工序主要包括:管板镍基堆
焊、堆焊后消应力热处理、深孔钻机加工、穿管、定位
胀、密封焊、无损检验、液压胀。“华龙一号”蒸汽
发生器共计 12 312 个焊接接头,由于数量大,且对于
环境清洁度和无损检验的要求极其严格,决定了管子
管板密封焊接的质量控制是一个系统性的工程。
3.1 管板堆焊质量
自动钨极氩弧焊工艺对于管口附近的表面质量非
常敏感,堆焊层中的缺陷被翻卷出来后,容易产生气
孔或夹渣 [3],或者引起钨极电极的波动、息弧,导致
咬边、凹坑。
1)堆 焊工艺 选 择。带 极埋 弧 堆 焊 质 量 稳 定,
生产周期短;非熔化极气体保护焊(TIG)堆焊清洁度优
异,生产周期较长。具体选择哪一种工艺方法,需要结
合设计单位要求、焊接工艺评定、焊接设备种类等综合
考虑。
2)堆焊前检查。按照“人、机、料、法、环”的
质量保证控制方法,核实焊接人员资质和焊机设备的
可用性,检查焊接工艺规程(WPS)等工艺文件的完
整性,在试板上模拟堆焊,以验证焊接工艺的稳定性。
同时,需要控制管板待堆焊面和环境的清洁度。
3)堆焊过程控制。确保电流、电压、焊速、预热
温度、层间温度等工艺参数,符合 WPS 的要求,关注
18 2023.04 设备监理
质量控制
Quality Control
起弧位置、收弧位置和压道量,做好道间及接头打磨,
确保焊缝成形良好。
3.2 管板深孔钻后的清洁度
管孔深孔钻清洁后,管孔内壁涂油防护,并使用
防护工装进行覆盖,避免二次污染和管孔锈蚀;下部
壳体组件进行喷砂时,对于管孔进行防护,避免石英
砂等污染管孔;管板组件进入清洁室前,管孔需要不
定期进行抽检,确保清洁度满足要求。
某项目蒸发器在进入清洁室后,装配支撑板之前,
发现 268 个管孔内壁存在锈蚀,锈蚀孔数量占比约为
5%,锈蚀主要分布在管孔两侧端部低合金钢位置,距
离管板一次侧表面管孔的锈蚀数量较二次侧表面多。
该管孔锈蚀问题处理时间周期长,耗费大量经济成本,
造成生产工期延误。
3.3 传热管穿管过程及定位胀
1)穿管清洁度控制。对于管板一次侧表面使用丙
酮擦拭清洁,二次侧进行倒圆角除毛刺清理,确保抛
光区域呈现金属光泽;清洁室内温度为 18 ~ 28 ℃,
湿度≤ 60%;穿管前对于管板一次侧表面和管孔,使
用清洁白布再次进行清理和检查,避免任何微小杂质
的残留而影响密封焊质量;检查 U 型管质量,确认管
端无毛刺、小气孔等可能造成焊缝缺陷的隐患;穿管
操作人员需要穿戴清洁防护服和白手套,禁止用手直
接接触 U 型管,防止汗液内酸碱物质腐蚀传热管;
穿管后测量管板一次侧端面与 U 型管端头的平齐度
(≤ 0.13 mm) ,如果超出范围,需要进行刮头处理。
2)定位 胀质量控制。核实胀接评定工艺的有效性,
确保胀接参数(如胀接压力、胀接长度等)符合工艺
评定的要求,检查胀接人员的资质。定位胀接完成后,
对于每一个管孔使用丙酮进行去污清洁,避免残留杂
质影响焊缝质量。
3.4 管子管板焊接过程
密封焊是定位胀之后的工序,操作难度大且直接
关系整台蒸发器的质量。
1)焊接前,检查焊接工艺规程、工艺履历卡等文
件的完整性;核实焊接设备的完好性,不能出现电流
过载保护功能失效等问题;检查焊工资质的有效性,
建议具有成熟经验的操作者进行施焊,避免因操作经
验不足造成焊缝表面和内部缺陷;检查管孔待焊区域
的清洁度,确保无油污、水渍;开展焊前试板见证件
的试焊工作,在见证件焊缝理化试验合格后,再正式
开始产品的焊接。
2)焊接过程中,定期检查钨极的烧损情况,严格
落实工艺文件中钨极更换频次的要求;施焊时对于管
孔进行防护,避免焊机磕碰焊缝表面;制造厂焊接工
序执行交班管理,检查工作交接表的签字落实情况;
检查焊接参数的稳定性,关注起弧和收弧位置;有效
控制清洁室内的温湿度,避免温湿度不满足要求,导
致出现焊缝质量缺陷。
3.5 焊接见证件的质量控制
见证件的管板母材、换热管、焊接设备、人员资质、
工艺参数等方面,应与产品焊缝保持一致。
1)见证件的表面状态:关注见证件母材和换热管的
清洁度,避免出现油污、毛刺、非金属颗粒物等,如果见
证件焊前清洁度状态与产品不一致,会导致见证件焊缝
出现超标缺陷,进而对产品焊缝的质量有效性产生影响。
2)见证件数量设置要求:每班次、每名焊工焊接
前,需要焊接一个见证件接头;焊接100个产品管孔后,
需要焊接一个见证件焊缝。班前样、每 100 孔样 需要
进行目视检查(VT)、尺寸检查(DT)、渗透检验(PT)、
宏观试验、微观试验,检查见证件焊缝质量的合格性。
4 结束语
蒸汽发生器管子管板密封焊质量控制需要关注焊
接结构、工艺方法、管板堆焊、深孔钻、穿管、定位胀、
管孔焊接、见证件、清洁度等因素,对于上述质量要
点进行分析和总结,可以为“华龙一号”蒸汽发生器
的密封焊质量监督工作提供详细的操作方法,具有重
要的实践意义。质量监督人员做好充足的理论准备,
掌握生产中的重点工序和关键工艺,为蒸汽发生器的
安全顺利制造提供有力保障。
参考文献
[1] 顾永康 ,张良成 ,张仁刚 ,等.60 万 kW 核电蒸汽
发生器的管子与管板焊接 [J].焊接 ,2001(02):33-35.
[2] 李进 .蒸汽发生器管子管板封口焊质量控制分析
[J].焊接技术 ,2021,50(01):104-107.
[3] 邱振生 ,黄腾飞 ,杨春乐 .蒸汽发生器管子管板封
口焊缝质量影响因素分析 [J].焊接 ,2015(03):1-5+69.
PLANT ENGINEERING CONSULTANTS 2023.04 19
质量控制
Quality Control
物联设备数据可视化产品研发
流程的质量改善
曲彤晖
(杭州海康威视数字技术股份有限公司 杭州 310051)
摘 要:本文从物联设备数据可视化产品研发流程的案例着手进行研究,采用流程图的方式识别非增值
工作,并通过 5-7WHY 分析造成质量问题的根因,从而挖掘出流程背后的基本潜在假设和企业的价值观。通
过突破假设,进行流程再造,从而实现了帕累托改进,质量改善效果显著。最后,分别从沙因的组织文化、
丰田之道及品管大师的理论交界对案例进行了分析和总结。
关键词:物联设备 质量改善 突破假设 流程再造 组织文化
Quality Improvement of the IoT Device Data Visualization
Product Development Process
Qu Tonghui
(Hangzhou Hikvision Digital Technology Co., Ltd. Hangzhou 310051)
Abstract This paper starts with the case study of the research and development process of data visualization
products of IoT device, uses the flow chart to identify the non-value-added work, and analyzes the root causes of
quality problems through 5-7WHY, so as to dig out the basic underlying assumptions behind the process and the
values of the enterprise. By breaking through the assumption and reengineering the process, Pareto improvement is
realized and the quality improvement effect is remarkable. Finally, the case is analyzed and summarized from Schein’s
organizational culture, Toyota’s way and quality control master’s theory junction.
Keywords IoT device Quality improvement Break the assumption Process reengineering Organizational
culture
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0019-06 DOI: 10.19919/j.issn.2095-2465.2023.08.006
作者简介:曲彤晖(1991 ~ ),男,硕士,工程师,从事智
能物联、智能运维、品质管理等工作。
通讯作者:曲彤晖,E-mail:qthonno@126.com。
(收稿日期:2023-05-23)
1 质量控制研究背景
随着智能物联网的飞速发展,海量物联设备的监
理成为重要工作。对于物联设备如何“建好、管好、
用好”,成为构建整个物联网建设的核心指导。整个
物联设备系统包含硬件基础设施,也包含软件 PaaS(平
台即服务)平台。其中物联设备数据可视化产品是基
于物联设备的数据可视化管理平台,作为有效的质量
控制工具,其能够通过各类可视化手段,辅助对物联
设备进行监管运维,多维分析和统计,从数据中发掘
问题并予以改进,从而整体提升物联设备监理的质量。
然而,随着物联设备数据可视化的项目增多,此类产
品研发本身过程中出现了许多质量问题,亟须进行质
量改善,其中尤其重点体现在企业内部研发流程存在
的质量控制问题。
本文对 TJ 市公安局、HZ 市公安局等项目中的物
联设备数据可视化项目的研发经验进行了梳理和总结,
从项目核心应用中物联设备的数据可视化的研发入手,
纵览整个物联设备可视化产品研发流程中存在的质量
问题,以组织文化为关键着眼点,来进行质量改善之
道的分析和研究。通过识别这项流程中的增值和非增
值工作,提问 5-7WHY(五至七问为什么,即 5why
分析法)来研究其中非增值工作的根因,找出企业价
20 2023.04 设备监理
质量控制
Quality Control
值观和背后假设,并提出了一种行之有效且效果显著
的方法,以消除该项非增值工作,来完成流程再造。
最终,从组织文化探讨物联设备数据可视化产品研发
流程中质量问题和质量改善,通过透视整个产品研发
流程,进行了详细分析商榷。
2 质量控制研究过程
2.1 选定流程
本次从公司内部选定了物联设备数据可视化产品
研发流程进行研究,起点为用户需求调研和沟通,终
点为客户成功验收产品。
2.2 跨部门会议
本次将参与 TJ 市公安局及 HZ 市公安局的 2 个项
目物联设备数据可视化产品研发的相关各部门人员聚
集起来,进行平等讨论,群策群力。与会者主要包括
以下各部门人员:产品经理代表 1 名,交互设计师代
表 2 名,视觉设计师代表 1 名,软件架构师代表 1 名,
前端开发工程师代表 1 名,后端开发工程师代表 1 名,
测试工程师代表 1 名,最后还邀请了 1 名领导层管理
者——研发总监。会议上组织大家发言并邀请大家合
作画出整个物联设备数据可视化产品研发流程图,如
图 1 所示。通过深入探究流程背后的假设,来找到一
些问题的改善方法。
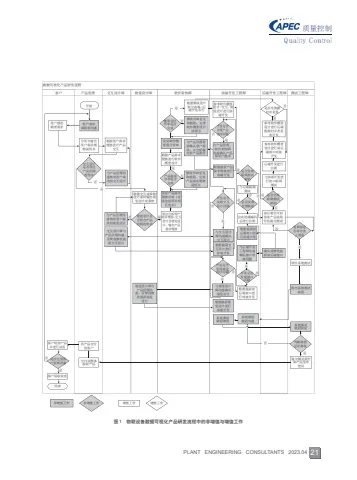
2.3 流程图
通过分析整个物联设备数据可视化产品的研发流
程,按照跨职能部门进行分工合作的原则,梳理和绘
制完成其关键流程图,如图 1 所示。
2.4 识别非增值
根据增值与非增值的特性,识别图 1 中的增值与
非增值工作并将结果标注。其中每一道工序,灰色阴
影背景的框代表当前工序为非增值工作,白色背景的
框代表当前工序为增值工作。
2.5 表因分析
对整个流程分析发现,实际研发过程存在许多
非增值工作。其中,前端开发工程师的非增值工作
最多,且很多非增值工作都是“返工”。如在流程图 1
的前端开发工程师的泳道中,常会由于产品需求规格、
交互设计、视觉设计、后端接口、系统测试缺陷等发
生局部返工;更为严重的返工是全局返工,即在交付
给客户的产品未达到其期望时,可能引起整个流程的
返工。
对 2 个项目的问题进行总结分析发现,整个过程
中最关键的一些质量问题可归纳如下:1)公司内各部
门参与本实验室项目的成员浪费了大量的时间和资源
在相互沟通和确认上;2)上述情况导致内部整个研发
过程中,经常会出现某环节的部分返工;3)开发过程
中,客户需求出现较大的变更,导致已完成的进度前
功尽弃,全部返工;4)客户受众不统一,角色时常切
换,导致产品研发版本出现分歧,开发和维护成本大
幅增加。
针对上述问题,初步分析其表因为如下 2 点:
1)用户需求变化快,需求变更频繁。由于要应对不
同的项目对外展览要求,每天接待来自政企界的各级
领导,不同的领导会提出不同的建议,导致用户在研
发阶段就频繁产生需求变更,从而造成了各种内部损
失成本和隐性成本。例如 TJ 项目和 HZ 项目的设备可
视化平台从交互设计到前后端开发实现,前后经历过
三四个较大变更版本,导致各种交互设计、视觉设计、
前端研发、后端研发、项目管理、需求反复沟通、设
计变更等资源的大量浪费。虽然积累了很多经验,但
是也对于后续这种项目该怎么做产生了一定的启示,
即可能需要从根本上来预防,从而减小这些成本损失。
2)用户角色不同,对同一个可视化平台期望看到的展
示效果可能不一致。TJ 项目的用户角色主要是一二支
队,他们希望看到视频网的一体化运维监理概况,从
中发现问题,能够体现出该应用发现问题、解决问题
的能力。而 HZ 项目更偏向于总结展示基于产品的各
项能力所完成的设备监理成果,二者设备原始数据类
似,但展现维度因用户角色而不同,前期 1 个可视化
平台版本因为分歧越来越多,要做的兼容越来越多,
导致不得不拆分成 2 个版本,2 个版本各自按其个性
化需求来满足不同用户角色的需求。
2.6 寻找根因
通过对上述流程中的非增值的总结及表因分析可
以发现,在物联设备数据可视化产品研发流程中,返
工问题成为最核心的质量问题之一。因此,选取返工
问题来进行 5-7WHY 的提问,寻找其根因即流程背后
的假设和企业价值观,见表 1。
PLANT ENGINEERING CONSULTANTS 2023.04 21
质量控制
Quality Control
图 1 物联设备数据可视化产品研发流程中的非增值与增值工作
ײୁ݀ჺׂࣅຕ
ײ߾֪ ײ߾݀ਸ܋ࢫ ײ߾݀ਸ܋മ ࠓॲॐऺ ਥยऺ ยࢻ ঢ় ׂࢽਜ਼
ਸ๔
ऺยࢻ
ࢇޙޏ
ׂঢ়
ᄲ൱ڦ
ᆩࢽႴ൱
ۙჺࠏࢅཚ
ᆩࢽ௮ຎ
ྭႴ൱
ဆժݴ
ࡀႴ൱ࢽᆩ
߭ຫກ
ᇑׂঢ়ࠏ
ཚܔࢃᆩࢽႴ
ऺยࢻڦ൱
ࡕׯࢻߵ
໎ऺย
ࡕׯऺਥย
ਥยऺ
ׂࢇޙޏ
ঢ়ڦᄲ൱
ࢽဆᆩݴࢇጹ
ࢻ-߭ࡀႴ൱
ยऺतਥย
ׂLjऺ
߭ࡀႴ൱
ᇑׂঢ়ࠏ
ཚܔࢃᆩࢽႴ
൱ڦਥยऺ
݀ഐׂႴ൱
ೠอDŽೠ߭ࡀ
྿Ԉઔᆶၜ
ణׯᇵDž
ೠอᅪ९߀Ⴊ ޏ
ྜඍ။Ljࢅ
߭ࡀႴ൱ׂ
ຫກ
Ⴔ൱ׂߵ
ࡀ߭ႜॲ
ऺᄲย߁
݀ഐॲ߁
ᄲยऺೠอ
ऺᄲย߁
ޏೠอ
ׯྜ
ೠอᅪ९߀Ⴊ ޏ
ྜඍ။Ljࢅ
ॲ߁ᄲยऺ
ຫກ
֖ॲ߁ᄲ
ยऺ0ࢻ0
ਥยऺႜമ
݀ਸ܋
ߵఇยऺ
ࢫ0܋മݴࣄ
܋ਸ݀ժႜ
֖ॲ߁ᄲ
ยऺႜ܋ࢫ
ຕࡃժૌᄽ
ခਸ݀
ᇑׂঢ়Ă
ࠓॲॐ
ׂཚඓණࠏ
Ⴔ൱ࢽᆩࢅ
ᇑׂঢ়ዘ
ႎඓණᆩࢽႴ
൱Ljժݴဆ
ႎׂႴ൱
ׂፌႎߵ
Ⴔ൱ࡀ߭ႜ
മ܋ਸ݀
ޏ݀ਸ
ࢻ၄݀
ยऺ࿚༶
ᇑࢻยऺ
ཚඓණࠏ
ऺยࢻ
ࢻยऺᇑ
ׂঢ়ࠏཚLj
ፌ߀ઍईႪݒ
ႎࢻยऺ ߵፌႎ
ࢻยऺႜ
മ܋ਸ݀
ޏ݀ਸ
݀၄ਥ
ยऺ࿚༶
ᇑਥยऺ
ཚඓණࠏ
ਥยऺ
ਥยऺᇑ
ࠏঢ়ׂ
ཚLjݒઍईႪ
߀ፌႎਥ
ยऺ ߵፌႎ
ਥยऺႜ
മ܋ਸ݀
ޏ݀ਸ
݀၄থ੨
࿚༶
ᇑ܋ࢫਸ݀
ཚࠏײ߾
ܔඓණথ੨
থ࿚༶
ඓණईႪ߀ፌ
ႎമ܋ࢫথ੨
ፌႎമߵ
থ੨܋ࢫ
ႜമ܋ਸ݀
Պஓ܋മׯྜ
֪ႜጲࢫ
၄݀ޏ
ጲ֪ඍ။
ᆶຕޏ
ժᄽခࡃ
֖ॲ߁ᄲ
ยऺႜമࢫ
থܔথ੨܋
ਸ݀
܋ࢫਸ݀ႜ
ጲ֪
ᇑമ܋ਸ݀
ႜথ੨ۙ
֪
ހժࢇ܋ࢫമ
ጎׯׂईፇ
ॲԈ༵֪
ࡕׯ
ጚࢇޙޏ
ݔࡀ
ॲဣཥ֪
ॠဣཥ֪
ඍ။
ဣཥ֪
ඍ။ࠏཚ
ဣཥ֪
߀ඍ။Ⴊ
ဣཥ֪
ඍ။ᄓኤ
ߢԒ༵֪
քׂ݀ࢅ
ॺᅱ
ׂॽ
ࢽਜ਼ߴ
ׂڟࢽਜ਼
ժႜᆩ
ਜ਼ڟٳޏ
ࢽᇨዊଉ
ࠀׯᄓࢽਜ਼
ຐ
ݥሺኵ߾ፕ ݥሺኵ߾ፕ ሺኵ߾ፕ ሺኵ߾ፕ
Ⴔ൱ࢽᆩߵ
ׂऺย߭ࡀ
ࢻ
ׂႴ൱
ޏೠอ
ׯྜ
ޏ
ޏ
ޏ
ޏ
ޏ
ޏ
ޏ
ޏ ޏ
ޏ
ޏ ޏ
ޏ
၄݀ޏ
֪ۙ
ඍ။
ۙ܋ࢫᇑ
֪
ፌႎമߵ
থ੨܋ࢫ
ႜܔথਸ݀
၄ޏ
֪ۙ
ඍ။
ಒඍ။
ްႪޏ
༹മኝ
ᄓׂ
ޏ݀ਸ
݀၄ׂ
Ⴔ൱࿚༶
22 2023.04 设备监理
质量控制
Quality Control
序列 提问 回答
1 为什么前端开发工程师会经常发
生返工问题? 因为前端开发工程师理解需求不到位
2 为什么前端开发工程师理解需求
不到位?
因为交互设计师和视觉设计师输出的
成果物错误或不符合需求
3 为什么交互设计师和视觉设计师
输出的成果物错误或不符合需求?
因为是完全按照产品经理输出的用户
需求规格来设计和修改的,产品经理输
出的需求规格有误或变更,会影响整个
研发流程
4 为什么产品经理的需求规格有误
或变更会影响整个研发流程?
因为客户需求的输入只有产品经理 1
个入口,用户需求的变更无法快速响应
和交付
5 为什么用户需求的变更无法快速
响应和交付?
因为除产品经理外,其他各部门无法
接触到客户真正的需求期望
6 为什么除产品经理外,其他各部
门无法接触到客户真正的需求?
因为传统开发模式下,各部门各司其
职,分工合作是不可避免的屏障
7 在设备数据可视化产品研发流程
中,为什么一定要有这种屏障?
因为没有行之有效的制度或工具,可
以去突破这种部门屏障
表 1 通过 5-7WHY 挖掘质量问题根因
2.7 突破假设
通过对上述 5-7WHY 的提问可以发现,出现返
工的根因,即是组织内各部门间的屏障,造成了需求
不对称,以及需求延时。需求不对称:公司外部客户
与产品经理的需求不对称;公司内部各部门之间的需
求传递问题造成不对称。需求延时:公司内部各部门
分工过细,且没有有效的工具统一流程,一个需求到
达终点时可能已经不准时(Just In Time),甚至出
现错误或变更。进一步分析其基本假设可发现,当下
公司内,大家在传统分工细作模式下工作已久,潜意
识中认为不可以打破部门间的屏障,各司其职是必须
的,尤其是在大公司内部,早就形成了分工合作就会
事半功倍的企业价值观。但是,这个基本假设或价值
观是需要突破的,只有突破思维,转变习惯,才会卓
有收获。那么如何解决此根因问题?如何打破公司内
各部门间的屏障(至少在设备数据可视化产品研发流
程中)?主要从 2 方面入手:1)改变公司所有员工
的信念,虽然短时间内可能无法看到明显的效果,但
是,可以持续地进行组织培训,通过培训员工,并指
导他们工作和自行突破 [1]。2)实施帕累托改进(Pareto
Improvement), 实现整体进步和收益 [2]。通过投入短
时间的预防成本,将开发一套辅助设备可视化配置工
具(下称 NXV),应用此工具可以直接进行设备数据
可视化产品的低代码配置,通过持续丰富且灵活的可
配置特性,而无须再在后续的项目或新的设备数据可
视化产品研发流程中投入软件架构师、前端开发工程
师、后端开发工程师等角色,通用的客户需求也可以
省去视觉设计师的工作,让交互设计师和产品经理打
破部门屏障和企业屏障,直面用户需求。当客户需求
发生变更时,也能快速响应和调整,甚至可以当面完
成交付。通过此工具,极大地缩短了流程,节省了成本。
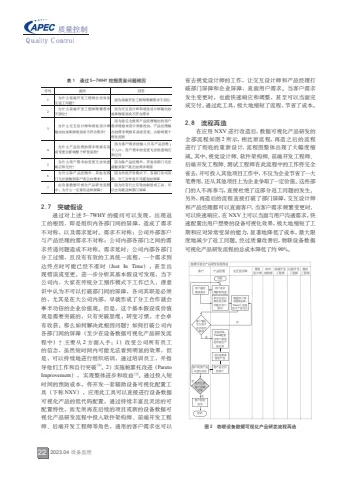
2.8 流程再造
在应用 NXV 进行改造后,数据可视化产品研发的
全部流程如图 2 所示,相比原流程,再造之后的流程
进行了彻底的重新设计,流程图整体出现了大幅度缩
减。其中,视觉设计师、软件架构师、前端开发工程师、
后端开发工程师、测试工程师在此流程中的工作将完全
省去,并可投入其他项目工作中,不仅为企业节省了一大
笔费用,还从其他项目上为企业争取了一定价值。这些部
门的人不再参与,直接杜绝了这部分返工问题的发生。
另外,再造后的流程直接打破了部门屏障,交互设计师
和产品经理都可以直面客户,当客户需求频繁变更时,
可以快速响应,在 NXV上可以当面与用户沟通需求,快
速配置出用户想要的设备可视化效果,极大地缩短了工
期和应对异常变异的能力,显著地降低了成本,最大限
度地减少了返工问题。经过质量改善后,物联设备数据
可视化产品研发流程的总成本降低了约 90%。
图 2 物联设备数据可视化产品研发流程再造
ຕࣅׂჺ݀ୁײምሰ
ਜ਼ࢽׂ ঢ় ࢻยऺ ਥ
ยऺ
ॲ
ࠓॐ
മ܋ਸ݀
ײ߾
݀ਸ܋ࢫ
ײ߾
֪
ײ߾
ਸ๔
ਜ਼ࢽඓණ
ऺยࢻ
ࢇޙޏ
ྭ
ᆩࢽႴ൱
ۙჺࠏࢅཚ
ᆩࢽ௮ຎ
ྭႴ൱
ऺยࢻࢅ
ဆݴཞࠌ
ࢽᆩժ
Ⴔ൱
Ⴔࢽᆩߵ
൱ࡀ߭ሞB.
Visualฉথ
ࢻׂऺย
থᆩB.
Visualದዃ
ྭࢽਜ਼
ׂࣅڦ
ᆌᆩ
༹മኝ
ᄓׂ
ׂڟࢽਜ਼
ժႜᆩ
ڟٳޏ
ਜ਼ࢽᇨ
ዊଉ
ਜ਼ࢽᄓ
ࠀׯ
ຐ
ޏ
ޏ
ׂॽ
ࢽਜ਼ߴ
PLANT ENGINEERING CONSULTANTS 2023.04 23
质量控制
Quality Control
3 质量控制的根本分析
3.1 从沙因组织文化视角分析
通过对上述案例的研究可以发现,质量问题的根
因还是在于“人”没有突破流程背后的假设,这与企
业文化有密不可分的内在联系。首先要知道,文化是
一种由内而外的多层次内涵。一个人,一个组织或企业,
正是按这种方式去塑造其文化。如何改变人、实现人
的不断突破,是企业文化的关键要素之一。一个人最
难以改变的是由内而外的改变,即先改信念再改行为,
这种方式称之为理念方式;而较易执行的是由外而内
的改变,即先改行为再改信念,这种方式称之为规范
方式。基于沙因的组织文化理论 [3],如图 3 所示,回
顾在物联设备数据可视化产品研发流程再造的案例研
究中的做法,虽然已经找到了基本假设,即部门或企
业内外存在无法突破的屏障,而这种传统分工制下的
屏障假设却是我们习以为常的结果。如果没有通过本
次探究和深挖,可能根本无法发现此根因。因为此假
设是看不见的,被认为理所当然的“信念”,而更高
层次的,作为一家大企业,其企业价值观中必然蕴含
了分工合作的观念,并且这种外显的判准价值已深入
每个部门员工的内心。比如“解耦文化”,则是这种
价值观的淋漓尽致的体现。在日常工作中,不管是部
门组织架构管理,还是研发或设计或测试,都将“解耦”
奉为圭臬。不多细分部门,不去设计多模块,不分层
测试等,都不会工作了。这背后的假设给人的改变加
上了厚重的枷锁,极难以突破。但实际上,解耦并不
是目的,它只是一种手段。我们更希望的是“动态解耦”,
即解耦为了提高质量而服务。若不需要解耦,那么就
果断打破屏障,轻装上阵地奔向卓越质量。这其实也
契合了我们的质量文化中宣扬的理念:“成就客户,
一次做对”。
图 3 组织文化层次
ႜྺ
܈ༀ
ॏኵ
႑
在本案例中,其实这种假设已经根深蒂固。因此
单独地采用由内而外的改变,已经难以取得显著成
效,至少在短时间内无法令人满意。故采用双向长短
期的改变方式,主要包含了下述 2 个关键点:1)长
期改变方式为由内而外的理念方式,通过培训员工关
于“动态解耦”的理念,帮助他们学习质量改善的方
法,来不断尝试突破其思维或潜意识的假设,以逐渐
在后续企业发展中发挥越来越重要的作用。2)短期改
变方式为由外而内的规范方式,通过前期积累的专家
经验,以及对质量问题的根因分析,投入一定的预防
成本,通过短期的开发一款辅助设备可视化配置工具
(NXV),来完成流程再造,对后续会有长期且持续
的收益。
3.2 从丰田之道视角分析
从濒临破产到企业之巅,丰田的 TPS 理论至关
重要,它可以概括为“一个目标,两大支柱,三项
基础”[4]。
一个目标:低成本、高效率、高质量地进行生产,
正如研究案例中的再造流程,其目标是明确的,即低
成本、高效率且高质量地完成数据可视化产品研发并
交付给客户。
两大支柱:准时化和自动化。1)准时化。从丰田
之道来回顾本次案例研究,可以发现再造后的流程更
加准时化(Just In Time)。丰田的准时化是指在需要
时生产所需的确切数量的产品。在本案例中,则是通
过消除需求不对称的程度和需求延时来完成“准时化”。
通过流程缩减,突破部门屏障,交互设计师可以同产
品经理一样,直面客户,在第一时间了解客户需求并
通过 NXV 进行设计和配置,所见即所得,所求立即得。
2)自动化。丰田的自动化在本案例中通过拉近客户和
交互设计师及产品经理的距离来解决掉了——通过大
幅度减小容错处理能力来实现异常即停止;通过 NXV
可以实现人机分离操作,提高效率,保证质量。
三项基础:对丰田 TPS 进行进一步完善,结合丰
田之道的两大信念,可以得出三项基础,即持续改善,
对人尊重,制造先育人。丰田之道两大信念中的“现
地现物”要求追溯源头,找出事实,建立共识,尽速
达成目标。在本案例研究中,通过找出根因,提供了
快速实现交付目标的办法。同时,也遵照了以人为本
的信念,通过建立互信关系,让整个团队与个人的绩
效都发挥到了极致。
24 2023.04 设备监理
质量控制
Quality Control
3.3 从品管大师共识的视角分析
最后通过对戴明、克劳士比、狩野纪昭、朱兰等
几位品管大师的理论进行总结,在所有大师各自的哲
学中,尽管存在差异,但他们的概念都有共通之处。
与本案例研究相结合能够体现出来的 5 点包括:1)变
革过程必须是企业文化转型。2)质量要整合到所有功
能中,而不可以视为只是某些单独的功能。3)是人,
不是机器,来驱动质量工作。4)质量要求组织中每个
人都参与。5)全公司的教育和培训对于长期改善至关
重要。
从数据可视化产品研发流程再造过程中,可以窥
见,人是贯穿整个流程的主角。每个人都参与其中,
质量的好坏是一环紧扣一环,一环出错,则可能满盘
皆输。变革的过程就是要突破假设,给价值观进行转型。
即使由于整个企业庞大,而无法全部扭转,至少在某
几个部门内或某项流程内,完成每个人的突破,从而
逐渐形成全面的企业文化和价值观。
4 结束语
本文通过对物联设备数据可视化产品研发流程的
质量改善研究,深入理解了全面质量管理的手法,同
时也使得企业中的数个部门实现了动态解耦,完成了
思维突破,在部分范围内实现了对基本假设的突破。
本着预防成本最低、所有根因都可预防的预防战略,
后续仍需要持续改善,并让最高管理层看到这种假设
突破和持续改善所带来的效益,促进高层管理者做出
一心一意的承诺,进一步能够完成积极反馈,驱动企
业向着越来越好的方向发展,最终实现更加卓越的
目标。
参考文献
[1] Schlesinger L A, Heskett J L. Breaking the
cycle of failure in services[J]. MIT Sloan Management
Review,1991,31(04):17-28.
[2] Macdonald J, Piggott J. Global quality: the new
management culture[M]. California: Pfeiffer, 1993:181.
[3] Schein. Organizational culture and leadership[M]. State
of New Jersey: Wiley,2017:5.
[4] [日] 大野耐一 .丰田生产方式 [M].谢克俭 ,李颖秋
译 .北京:中国铁道出版社 ,2006:98.
(上接第 12 页)
5 结束语
GQ70 型轻油罐车罐体焊接质量,是罐体各工位
工艺纪律落实有效性的综合体现。从单个筒节的下料、
校圆、筒体组装间隙及错台量的控制,到罐体外环焊
接前的清根质量等,只有每个工位的操作都将工艺技
术要求落实到位,才能保证最终罐体焊接质量良好。
在企业进行 GQ70 型轻油罐车罐体生产过程中,相关
技术管理和质量检查部门一起,不断总结各批次罐体
焊接质量管控经验,逐步完善焊接质量缺陷产生的预
防措施,通过狠抓罐体过程制造质量,强化工位工艺
措施落实,使罐体筒节内外环焊缝、各配件与罐体角
焊缝一次探伤检测返工率大幅减少,罐体水压试验和
移交一次合格率大幅提高,为 GQ70 型轻油罐车上线
安全运行提供了可靠保障。
参考文献
[1] 特种作业人员安全技术培训考核管理规定 ( 国家
安全生产监督管理总局令第 30 号 )[EB/OL].https://
www.gov.cn/gongbao/content/2010/content_1724817.
htm.2010-05-24/2023-04-13.
[2] TB/T 1580—1995 新造机车车辆焊接技术条件
[S].
[3] NB/T 47013.2—2015 承压设备无损检测 第 2 部
分 :射线检测 [S].
[4] NB/T 47013.4—2015 承压设备无损检测 第 4 部
分 :磁粉检测 [S].
[5] TB/T 1803—2007 铁道罐车水压试验 [S].
PLANT ENGINEERING CONSULTANTS 2023.04 25
质量控制
Quality Control
预置焊缝焊接对落锤试验结果的
影响分析及质量控制建议
张红霞
(中广核工程有限公司 深圳 518124)
摘 要:核电站主回路设备要求有较高的抗脆性,以保障设备安全性。本文通过调整某核电项目主设备
锻件见证件材料落锤试验试样预置裂纹源焊缝的焊接参数,分析不同参数焊接热影响区对落锤试验结果的影
响。分析结果表明,落锤试验试样制备时,预置裂纹源焊缝的不恰当焊接可对落锤试验结果产生不利影响,
甚至可能导致试验结果失真;妥善控制预置裂纹源焊接过程和落锤试样制备,是确保落锤试验结果真实、有
效的重要因素,进而提出预置裂纹源焊缝焊接和落锤试样制备的质量控制措施。
关键词:核电锻件 落锤试验 预置裂纹源焊缝 质量控制
Analysis on the Influence from Crack Starter Welding to Drop-weight
Test Result and Quality Control Concern
Zhang Hongxia
(China Nuclear Power Engineering Co., Ltd. Shenzhen 518124)
Abstract The primary equipment materials used for nuclear power station shall be with high brittleness
resistance property, ensuring the safety. The paper illustrates the process to analyze the influence from different heat
affected zone during crack starter welding on specimens to drop weight test result, via adjusting welding electricity
parameters. The results show that the welding on specimens may cause poor influence to drop weight test result,
even result in the test invalidly. Therefore, appropriate quality control on the welding process and preparation for test
specimens are important factors to ensure the valid and real drop-weight test results. Furthermore, the quality control
concerns and proposals for drop-weight test specimen preparation are presented.
Keywords Nuclear power forging Drop weight test Crack starter welding bead Quality control
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0025-07 DOI: 10.19919/j.issn.2095-2465.2023.08.007
作者简介:张红霞(1984 ~ ),女,本科,工程师,从事核
电设备制造质量监督和管理工作。
通讯作者:张红霞,E-mail:zhanghongxia@cgnpc.com.cn。
(收稿日期:2023-06-01)
随着全球平均气温持续上升、极端天气的频繁发
生,气候变化已成为全球性的非传统安全问题 [1]。为
了应对全球气候变化带来的各种严峻挑战,能源低碳
化转型已是世界各国共识 [2] 及中长期发展目标。2020
年 9 月,习近平总书记在第 75 届联合国大会上,提出
了中国的“双碳目标”——力争于 2030 年前实现“碳
达峰”,努力争取 2060 年前实现“碳中和”[3]。发展
核电是推动中国能源结构低碳化转型的重要措施,是
中国低碳清洁新能源体系建设的必然选择 [4]。
落锤试验方法是用来研究具有温度转变行为的铁
素体结构钢抗脆性断裂性能的一种工程试验方法。
通过该试验可以获得材料在含有微小尖锐裂纹和动
态屈服加载条件下发生脆性断裂的最高温度,而这
一温度称为无塑性转变温度(Nil-ductility Transition
Temperature,简称 TNDT)[5-7]。随着国产核电材料
的开发,TNDT 的准确测定就显得更为重要。目前,
我国在按照 RCC-M《压水堆核岛机械设备设计和建
造规则》(2007 版)和 ASME《锅炉及压力容器规
范》(2007 版)设计核电站主回路设备时,均要求按
ASTM E208—2006《铁素体钢无塑性转变温度的落锤
26 2023.04 设备监理
质量控制
Quality Control
试验标准试验方法》进行落锤试验,以测定无塑性转
变温度 TNDT[7]。
通过落锤试验来确定铁素体钢的无塑性转变温度
已成为评价钢铁材料在动态载荷下发生裂纹扩展、传
播的有效评估指标,落锤试验在船舶、压力容器、桥
梁等领域得到了广泛应用 [8]。核电站主设备多数部件
都要求有较高的抗脆性性能,以保证受核辐射时不产
生脆断。提高核电站安全性,TNDT 的准确测定就显
得更为重要。本文通过调整某核电项目设备锻件见证
件材料落锤试验试样预置裂纹源焊缝焊接参数,分析
不同焊接热影响区对落锤试验结果的影响,进而提出
落锤试验预制裂纹源焊缝的焊接和落锤试验试样制备
的质量控制措施。
1 试验过程
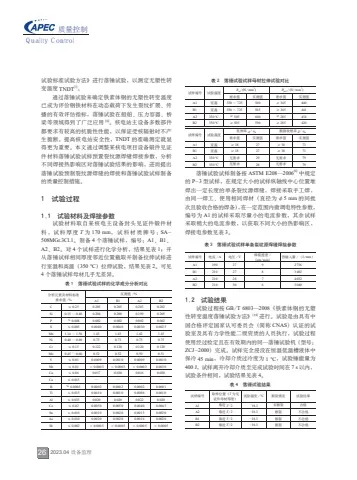
1.1 试验材料及焊接参数
试验材料取自某核电主设备封头见证件锻件材
料 ,试 料 厚 度 T 为 170 mm,试料材质牌号:SA508MGr.3Cl.1。制备 4 个落锤试样,编号:A1、B1、
A2、B2。对 4 个试样进行化学分析,结果见表 1;并
从落锤试样相同厚度邻近位置截取并制备拉伸试样进
行室温和高温(350 ℃)拉伸试验,结果见表 2。可见
4 个落锤试样母材几乎无差异。
分析元素及材料标准
要求值 /%
实测值 /%
A1 B1 A2 B2
C ≤ 0.25 0.205 0.205 0.203 0.202
Si 0.15 ~ 0.40 0.204 0.200 0.199 0.205
P ≤ 0.008 0.002 0.002 0.002 0.002
S ≤ 0.005 0.0040 0.0040 0.0030 0.0025
Mn 1.14 ~ 1.56 1.43 1.43 1.42 1.45
Ni 0.40 ~ 0.80 0.73 0.73 0.73 0.75
Cr ≤ 0.15 0.122 0.120 0.120 0.120
Mo 0.45 ~ 0.60 0.52 0.52 0.50 0.51
V ≤ 0.01 0.0009 0.0010 0.0009 0.0010
Nb ≤ 0.01 < 0.0003 < 0.0003 < 0.0003 0.0030
Cu ≤ 0.06 0.017 0.020 0.016 0.020
Ca ≤ 0.015 — — — —
B ≤ 0.0005 0.000 2 0.0002 0.0002 0.0001
Ti ≤ 0.015 0.0010 0.0010 0.0008 0.0010
Al ≤ 0.035 0.020 0.020 0.022 0.020
Co ≤ 0.02 0.0050 0.0050 0.0040 0.0045
Sn ≤ 0.010 0.0010 0.0020 0.0015 0.0020
As ≤ 0.010 0.0020 0.0020 0.0016 0.0020
Sb ≤ 0.002 < 0.0005 < 0.0005 < 0.0005 < 0.0005
表 1 落锤试验试样的化学成分分析对比
试样编号 试验温度 Rm/(N/mm2
) Rp0.2/(N/mm2
)
要求值 实测值 要求值 实测值
A1 室温 550 ~ 725 560 ≥ 345 440
B1 室温 550 ~ 725 565 ≥ 345 441
A2 350 ℃ ≥ 505 600 ≥ 285 434
B2 350 ℃ ≥ 505 590 ≥ 285 420
试样编号 试验温度 延伸率 A/ % 断面收缩率 Z/ %
要求值 实测值 要求值 实测值
A1 室温 ≥ 18 27 ≥ 38 73
B1 室温 ≥ 18 27 ≥ 38 71
A2 350 ℃ 无要求 29 无要求 79
B2 350 ℃ 无要求 28 无要求 79
表 2 落锤试验试样母材拉伸试验对比
落锤试验试样制备按 ASTM E208—2006[9] 中规定
的 P-3 型试样,在规定大小的试样纵轴线中心位置堆
焊出一定长度的单条裂纹源焊缝,焊接采取手工焊,
由同一焊工、使用相同焊材(直径为 φ5 mm 的同批
次且验收合格的焊条),在一定范围内微调电特性参数,
编号为 A1 的试样采取尽量小的电流参数,其余试样
采取稍大的电流参数,以获取不同大小的热影响区,
焊接电参数见表 3。
试样编号 电流 /A 电压 /V 焊接速度 /
(cm/min) 热输入量 /(J/mm)
A1 190 27 9 2736
B1 210 27 8 3 402
A2 210 28 7 4 032
B2 210 30 6 5 040
表 3 落锤试验试样单条裂纹源焊缝焊接参数
1.2 试验结果
试验过程按 GB/T 6803—2008《铁素体钢的无塑
性转变温度落锤试验方法》[10] 进行。试验是由具有中
国合格评定国家认可委员会(简称 CNAS)认证的试
验室及具有力学性能二级资质的人员执行,试验过程
使用经过检定且在有效期内的同一落锤试验机(型号:
ZCJ-2000)完成。试样完全浸没在恒温低温槽液体中
保冷 45 min,冷却介质过冷度为 1 ℃,试验锤能量为
400 J,试样离开冷却介质至完成试验时间在 7 s 以内,
试验条件相同,试验结果见表 4。
试样编号 取样位置(T 为见
证件母材厚度) 试验温度 /℃ 断裂情况 试验结果
A1 靠近 T/2 -18.3 未断裂 合格
A2 靠近 T/2 -18.3 断裂 不合格
B1 靠近 T/2 -18.3 断裂 不合格
B2 靠近 T/2 -18.3 断裂 不合格
表 4 落锤试验结果
PLANT ENGINEERING CONSULTANTS 2023.04 27
质量控制
Quality Control
2 分析对比
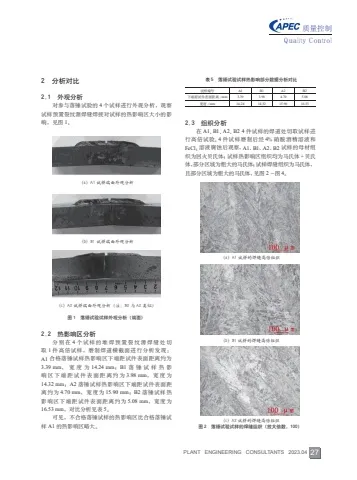
2.1 外观分析
对参与落锤试验的 4 个试样进行外观分析,观察
试样预置裂纹源焊缝焊接对试样的热影响区大小的影
响,见图 1。
(a)A1 试样端面外观分析
(b)B1 试样端面外观分析
(c)A2 试样端面外观分析(注:B2 与 A2 类似)
图 1 落锤试验试样外观分析(端面)
2.2 热影响区分析
分别在 4 个试样的堆焊预置裂纹源焊缝处切
取 1 件高倍试样,磨制焊道横截面进行分析发现:
A1 合格落锤试样热影响区下端距试件表面距离约为
3.39 mm,宽度为 14.24 mm;B1 落锤试样热影
响区下端距试件表面距离约为 3.98 mm,宽度为
14.32 mm;A2 落锤试样热影响区下端距试件表面距
离约为 4.70 mm,宽度为 15.90 mm;B2 落锤试样热
影响区下端距试件表面距离约为 5.08 mm,宽度为
16.53 mm,对比分析见表 5。
可见,不合格落锤试样的热影响区比合格落锤试
样 A1 的热影响区略大。
试样编号 A1 B1 A2 B2
下端距试件表面距离 /mm 3.39 3.98 4.70 5.08
宽度 /mm 14.24 14.32 15.90 16.53
表 5 落锤试验试样热影响部分数据分析对比
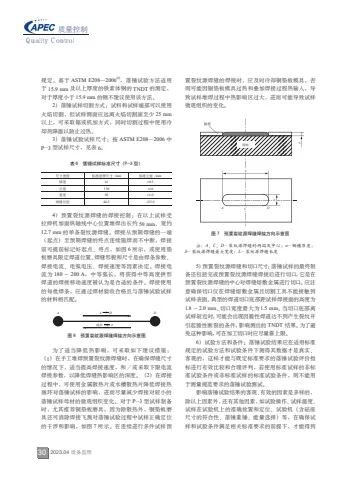
2.3 组织分析
在 A1、B1、A2、B2 4 件试样的焊道处切取试样进
行高倍试验。4 件试样磨制后经 4% 硝酸酒精溶液和
FeCl3 溶液腐蚀后观察,A1、B1、A2、B2 试样的母材组
织为回火贝氏体;试样热影响区组织均为马氏体 + 贝氏
体,部分区域为粗大的马氏体;试样焊缝组织为马氏体,
且部分区域为粗大的马氏体,见图 2~图 4。
(a)A1 试样的焊缝高倍组织
(b)B1 试样的焊缝高倍组织
(c)A2 试样的焊缝高倍组织
图 2 落锤试验试样的焊缝组织(放大倍数:100)
28 2023.04 设备监理
质量控制
Quality Control
(d)B2 试样的焊缝高倍组织
图 2 落锤试验试样的焊缝组织(放大倍数:100)(续)
(a)A1 试样的母材高倍组织
(b)B1 试样的母材高倍组织
(c) A2 试样的母材高倍组织
图 3 落锤试验试样的母材组织(放大倍数:100)
(d)B2 试样的母材高倍组织
图 3 落锤试验试样的母材组织(放大倍数:100)(续)
(a) A1 试样的热影响区高倍组织
(b)B1 试样的热影响区高倍组织
(c) A2 试样的热影响区高倍组织
图 4 落锤试验试样热影响区组织(放大倍数:100)
PLANT ENGINEERING CONSULTANTS 2023.04 29
质量控制
Quality Control
(d)B2 试样的热影响区高倍组织
图 4 落锤试验试样热影响区组织(放大倍数:100)(续)
可见,不合格落锤试样和合格落锤试样热影响区
的组织均有粗大的马氏体,不合格落锤试样稍多。查
阅相关资料显示,这主要是由于热影响区中的马氏体
组织和晶粒度不同引起的。马氏体有很强的低温脆性,
马氏体含量越多,材料越脆,越容易断裂。在脆性断
裂中,材料的晶粒越大,其脆性转变温度越高 [11]。热
影响区较大的试样 A2、B1、B2 测得的断裂温度要高
于试样 A1 所测得的断裂温度,因此在相同试验温度
和落锤试验条件下,试样 A2、B1、B2 断裂而 A1 未
断裂。
2.4 硬度分析
测量试样 A1、B1、A2 和 B2 的 HV1 硬度,沿焊
缝截面中心线,分别在预置裂纹源焊缝区、热影响区、
邻近基体母材区等距选取 10 个 HV1 硬度测量点,依
次编号 1、2、3……29,其中 1 ~ 10 为预置裂纹源焊
缝区点位,11 ~ 20 为热影响区点位,21 ~ 29 为邻近
基体母材区点位,硬度取样位置及结果如图 5 所示。
可见,合格试样 A1 与不合格试样 B1、A2 和 B2
中试样从裂源焊道至母材的硬度变化是不同的,A1 试
样其 HV1 硬度从预置裂纹源焊缝至母材的变化区域
窄,而 B1、A2 和 B2 试样由于所受的热输入量大,
其 HV1 硬度从预置裂纹源焊缝至母材的变化区域相对
A1 试样要宽得多。从硬度测量值的变化情况可以得出,
热输入量大,会导致落锤试样的焊缝和热影响区宽度
之和增大,从而影响落锤试验的测定结果。
3 结论及质量控制
3.1 分析结论
根据上述分析,得出以下结论:
(a) 硬度取样位置
(b) 截面中心线硬度曲线
图 5 落锤试验试样硬度测量
100
0 1357 9 11 13 15 17 19 21 23 25 27 29 HV1ۅ࿋
ᇨዃଛ࿖ᇸފࡰ ඤᆖၚ൶ ତৎए༹జ
200
300
400 ᄣA1
ᄣB1
ᄣA2
ᄣB2
ᆘ܈0HV 500
600
প௬ዐ႐ॠ֪၍
ए༹జ
ඤᆖၚ൶
ފࡰᇨዃଛ࿖ᇸ
1)落锤试样裂纹源焊缝焊接时,当热输入量较大
时,焊缝热影响区下端距试件表面距离较深、宽度较
宽,热影响区的粗大的马氏体较多,硬度变化也较大,
更容易导致落锤试样断裂,从而导致试验结果不合格。
若焊接过程控制不当时,可能对某些钢材落锤试验结
果产生不利影响,甚至可能导致试验结果失真。
2)妥善控制预置裂纹源焊缝的焊接过程和试样制
备,是确保落锤试验结果真实、有效的重要因素。
3.2 质量控制措施建议
结 合 上 述 分 析 和 工 程 实 践 ,以 ASTM E208—
2006[9] 中 P-3 型试样落锤试验为例,梳理制备落锤试
验试样及堆焊预置裂纹源焊缝过程的质量控制关注项
及建议如下:
1)落锤试样取样位置符合性:落锤试样应取自制
备其他机械性能(拉伸、冲击等)试样相同试料中的
相邻位置,除非客户另有规定。落锤试样的具体取样
位置应满足客户技术文件或经客户审批认可的技术文
件要求,比如有的客户文件要求落锤试样的轴线位于
试料 T/2 或 T/4 或两者之间(注:T 指试料厚度),
通常上游技术条件、力学性能试验或取样规程有明确
30 2023.04 设备监理
质量控制
Quality Control
规定。基于 ASTM E208—2006[9],落锤试验方法适用
于 15.9 mm 及以上厚度的铁素体钢的 TNDT 的测定,
对于厚度小于 15.9 mm 的钢不建议使用该方法。
2)落锤试样切割方式:试料和试样端部可以使用
火焰切割,但试样侧面应远离火焰切割面至少 25 mm
以上,可采取锯或机加方式,同时切割过程中使用冷
却剂降温以防止过热。
3)落锤试验试样尺寸:按 ASTM E208—2006 中
P-3 型试样尺寸,见表 6。
尺寸类型 标准试样尺寸 /mm 标准公差 /mm
厚度 16 ±0.5
长度 130 ±10
宽度 50 ±1.0
焊缝长度 44.5 ±25.0
表 6 落锤试样标准尺寸(P-3 型)
4)预置裂纹源焊缝的焊接控制:在以上试样受
拉伸机加面纵轴线中心位置堆焊出长约 50 mm、宽约
12.7 mm 的单条裂纹源焊缝。焊接从预期焊缝的一端
(起点)至预期焊缝的终点连续施焊而不中断,焊接
前可提前标记好起点、终点,如图 6 所示,或使用垫
板磨具限定焊道位置。焊缝形貌和尺寸是由焊条参数、
焊接电流、电弧电压、焊接速度等因素决定。焊接电
流为 180 ~ 200 A,中等弧长,将获得中等高度拱形
焊道的焊接移动速度被认为是合适的条件。焊接使用
的每批焊条,应通过焊材验收合格且与落锤试验试样
的材料相匹配。
图 6 预置裂纹源焊缝焊接方向示意图
A D A D
ईD A
为了适当降低热影响,可采取如下建议措施:
(1)在手工堆焊预置裂纹源焊缝时,在确保焊缝尺寸
的情况下,适当提高焊接速度,和 / 或采取下限电流
焊接参数,以降低焊缝热影响区的深度。(2)在焊接
过程中,可使用金属散热片或水槽散热片降低焊接热
循环对落锤试样的影响,进而尽量减少焊接对较小的
落锤试样母材的微观组织变化。对于 P-3 型试样制备
时,尤其推荐铜垫板磨具,因为除散热外,铜垫板磨
具还可消除焊接飞溅对落锤试验过程中试样正确定位
的干涉和影响,如图 7 所示。在连续进行多件试样预
置裂纹源焊缝的焊接时,应及时冷却铜垫板模具,否
则可能因铜垫板模具过热和叠加焊接过程热输入,导
致试样堆焊过程中热影响区过大,进而可能导致试样
微观组织的变化。
图 7 预置裂纹源焊缝焊接方向示意图
A C
L
D
b
జ a
ཟఇ
注:A、C、D- 裂纹源焊缝的两端及中心;a- 铜模厚度;
b- 裂纹源焊缝最大宽度;L- 裂纹源焊缝长度
5)预置裂纹源焊缝和切口尺寸:落锤试样的最终制
备还包括完成预置裂纹源焊缝焊接后进行切口,它是在
预置裂纹源焊缝的中心对焊缝熔敷金属进行切口。应注
意确保切口仅在焊缝熔敷金属且切割工具不能接触到
试样表面。典型的焊道切口底部距试样焊接面的高度为
1.8 ~2.0 mm、切口宽度最大为 1.5 mm。当切口底部离
试样较近时,可能会出现因脆性焊道达不到产生裂纹并
引起脆性断裂的条件,影响测出的 TNDT 结果。为了避
免这种影响,可在加工切口时应尽量靠上限。
6)试验方法和条件:落锤试验结果应在适用标准
规定的试验方法和试验条件下测得其数据才是真实、
客观的,这样才能与既定标准要求的落锤试验评价指
标进行有效比较和合理评判,若使用标准试样的非标
准试验条件或非标准试样的标准试验条件,则不能用
于测量规范要求的落锤试验测试。
影响落锤试验结果的客观、有效的因素是多样的,
除以上因素外,还有其他因素,如试验操作、试样温度、
试样在试验机上的准确放置和定位、试验机(含砧座
尺寸的符合性、落锤重锤、能量选择)等,在确保试
样和试验条件满足相关标准要求的前提下,才能得到
PLANT ENGINEERING CONSULTANTS 2023.04 31
质量控制
Quality Control
客观、有效的落锤试验结果。若在高于客户规范要求
的 TNDT 温度下落锤试样断裂,则应从落锤试验材料
对应的基础母材上找原因,比如母材微观组织不均匀。
4 结束语
通过上述全面分析得出如下结论:
1)为了客观、真实评价铁素体结构钢抗脆性断裂
性能,首先应确保落锤试验试样制备的有效性。
2)落锤试样裂纹源焊缝焊接热输入量对落锤试样
结果会产生影响,在落锤试样裂纹源焊缝制备时,可从
焊接参数(电流、电压、速度)、散热片、焊接过程控制、
切口控制等方面采取措施。
3)严格认真执行预置裂纹源焊缝焊接和落锤试样
制备的质量控制措施,是确保落锤试验结果真实、有效
的重要因素。
参考文献
[1] 本书编写组 .气候变化——人类面临的挑战 [M].北
京:气象出版社,2 007.
[2] 胡鞍钢,管清友 .中国应对全球气候变化 [M].北京:
清华大学出版社,2009.
[3] “十四五”时期我国碳达峰和碳中和机遇与挑战 [EB/
OL].http://www.china-cer.com.cn/zhiku/2021040812065.
html.2021-04-08/2023-06-01.
[4] 张蕴 . 双碳目标下我国核电发展趋势分析 [J]. 核科
学与工程 ,2021,41(06):1 347-1 351.
[5] 马建坡 ,方亮 ,吉嘉龙 .落锤试验试样厚度尺寸效
应对TNDT 的影响 [J]. 材料开发与应用 ,2004,19(01):5-
8+17.
[6] 赵晓丽 ,罗志强 , 李玲 霞 .无 塑性转变温 度
落 锤试 验 和落 锤 撕裂试 验方法介绍 [J]. 物理测
试 ,2011,29(06):5-8.
[7] 任国松 ,包士梅 ,王新娟 .落锤试样裂纹源焊道焊
接工艺试验研究 [J].金属加工 ( 热加工 ),2020(02):47-
49.
[8] 刘宇.核电用钢铁材料落锤试验过程的控制要点分
析 [J]. 理化检验(物理分册),2021,57(08):40-43+53.
[9] ASTM Committee E28. Standard test method for
conducting drop-weight test to determine Nil-ductility
transition temperature of ferritic steel: ASTM E208-
2006[S].
[10] GB/T 6803—2008 铁素体钢的无塑性转变温度落
锤试验方法 [S].
[11] 崔忠圻.金属学与热处理 [M].北京:机械工业出
版社,2007.
(上接第 15 页)
实践证明,通过对典型火焰校正范例进行研究,能够
解决绝大部分前大梁变形问题,针对个别复杂情况,
需要单独分析,利用几种加热方式组合的方式进行校
正,保证前大梁结构满足要求。火焰校正的优点是简
单方便、高效、质量高、适用性强。但是在制定工艺
和实际操作时,对工艺人员的经验和工人的操作具有
较高的要求,加热位置和区域的确定,往往依赖经验。
由于现场制造时,遇到的问题千差万别,变形是由多
种方式组合而成,期望使用理论计算确定精确的加热
工艺是不现实的,仅可为工艺制定提供参考。监理如
何对前大梁校正进行质量控制,就需要对前大梁火焰
校正进行系统了解,掌握其中的原理、控制要点和注
意事项,可以更好地控制其质量,为获得合格的前大
梁提供保障。
参考文献
[1] 白璐璐 .高速客车转向架构架火焰矫正后组织性能
分析 [D].长春:吉林大学,2016.
[2] 付荣柏 . 起重机钢结构焊接制造技术 [M].北京:
机械工业出版社,2009:1-4.
[3] 付荣柏 .起重机箱形主梁局部火焰加热的变形规律
[J].起重运输机械 ,1994(10):20-23+2.
[4] 刘学.S355J2W 耐候钢火焰矫正区组织与性能 [D].
长春:吉林大学,2013.
[5] 刘红先 .浅析火焰矫正法在钢结构焊接变形中的应
用 [J]. 中国机械 ,2014(15):58-59.
32 2023.04 设备监理
监理要点
Supervision Points
预检验会在设备监造及管理
工作中的作用与意义
崔建群
(山东天工石化设备工程监理有限公司 淄博 255400)
摘 要:监造预检验会在设备材料监造管理与监造实施中起着非常重要的作用,通过预检验会,沟通、
协商、确定设备材料制造、监造过程中重要质量控制点,保证设备材料监造任务有效实施。本文基于长期监
造管理的实际工作经验,结合监造过程中的实际案例分析,阐述设备材料监造预检验会的作用与意义,探讨
预检验会组织形式、流程以及主要工作内容,为监造管理工作及设备监造提供一个工作思路。
关键词:设备材料 监造 预检验会 质量 检验 控制
Role and Significance of Pre Inspection Meeting in Equipment
Supervision and Management Work
Cui Jianqun
(Shandong Tiangong Petrochemical Equipment Supervision Co., Ltd. Zibo 255400)
Abstract The pre inspection meeting plays a very important role in the management and implementation
of equipment and material supervision. Through the pre inspection meeting, important quality control points during
the equipment and material manufacturing and supervision process are communicated, negotiated, and determined to
ensure the effective implementation of equipment and material supervision tasks. This article elaborates on the role
and significance of the pre inspection meeting for equipment and material supervision through long-term practical
work experience in supervision and management, combined with actual case analysis during the supervision process.
It explores the organizational form, process, and main work content of the pre inspection meeting, providing a working
idea for supervision and equipment supervision work.
Keywords Materials Supervision Pre inspection meeting Quality Inspection Control
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0032-05 DOI: 10.19919/j.issn.2095-2465.2023.08.008
作者简介:崔建群(1962 ~ ),男,大专,工程师,从事物
资供应质量管理、设备材料监造管理工作。
通讯作者:崔建群,E-mail:wzjz_2006@126.com。
(收稿日期:2023-05-26)
1 预检验会作用与意义
1.1 预检验会
预检验会目前相关文献中没有统一的定义与概念,
是设备监造行业内的一种通俗叫法。在 GB/T 26429—
2022《设备工程监理规范》中,检验 [1] 是对产品、过程、
服务或装置的审查,或对其设计的审查,并确定其与
特定要求的符合性,或在专业判断的基础上确定其与
通用要求的符合性。
设备监造预检验可理解为,依据采购技术文件、
图纸、相关标准以及制造工艺文件的要求,对制造的设备,
由制造方与监造方事先分别设置检验点,通过相关方对
事先设置的检验点进行集中会审,确定双方检验点一致
性以及对采购技术文件、设计图纸中质量、技术、检验要
求的覆盖性与符合性,并通过会议形式确定。
1.2 检查测试计划与监造大纲共同点
检查与测试计划(Inspection and Test Plan,简称
ITP)已成为国际工程项目中通用的控制质量的措施,
PLANT ENGINEERING CONSULTANTS 2023.04 33
监理要点
Supervision Points
也是现场监理进行质量监督的关键参考依据 [2]。在设
备监造管理中,ITP 由制造方依据设计图纸、制造工
艺等技术文件进行编制,是制造方用于控制设备制造
质量的重要依据。
监理计划也称为监理规划,是对项目监理的目标、
内容、方法、时间、资源和管理等做出规定,用于指
导项目监理机构和人员工作的文件 [1]。在设备监造行
业中通常也称为监造大纲,由监造方总监理工程师组
织编制,其主要依据是采购订单(合同)、技术协议,
是监造方对设备制造质量、进度实施专业化监督和管
理服务的重要依据。
ITP 与监造大纲虽然由不同单位编制,但两者的
主要依据均为使用方对设备提出的质量、技术要求,
因此,其本质是相同的。
1.3 预检验会作用与意义
● 1.3.1 预检验会主要作用
通过预检验会,了解制造方设备制造前期工作准
备情况,审查 ITP 与监造大纲控制点设置的一致性、
符合性,主要包括但不限于:
1)设计完成情况及图纸转化情况。
2)原材料、外购外协物资采购情况及分供方相关
信息。
3)制造工艺文件,如制造工艺、焊接工艺文件、
热处理工艺、检验试验方案等文件的编制与准备情况。
4)生产进度安排。
5)对采购技术文件、图纸中存在疑问或不明确、
冲突条款进行澄清或备忘。
6)审查 ITP 与监造大纲控制点设置的一致性与符
合性。
7)确定外购外协物资延伸监造物资目录、控制方
式、控制内容及控制频次。
● 1.3.2 预检验会的重要性
1)通过预检验会,研讨、确定制造、监造过程中
的重点、难点,使制造方、监造方加深对采购技术文
件质量、技术、检验要求的理解,落实采购技术文件
中质量、检验要求,细化检验控制点,保证后续设备
制造、监造过程的顺利开展。
2)相关方与制造方充分沟通,使制造方明确监造
控制在设备制造过程质量控制的重要性,了解监造工
作流程、监造控制方式及控制要求等,确保制造方有
效配合监造工作的开展。
3)通过了解原材料及外购外协物资采购、到货情
况,结合制造工艺过程、排产计划分析制造进度是否
满足采购订单(合同)交货期。
4)提醒制造方对采购技术文件、图纸中存在疑问
或不明确、冲突条款进行设计澄清 , 以保证后续检验
判定依据的唯一性。
5)使分供方充分理解采购技术协议中有关原材料、
外购外协物资的特殊要求以及委托方质量控制要求,
以保证原材料、外购外协物资制造质量满足采购技术
文件要求,配合监造方做好延伸监造的控制。
2 预检验会准备工作
做好预检验会前期准备工作是保证预检验会会议
质量的重要前提,也是保证后续监造工作顺利实施的
基础。
2.1 制造方前期准备工作
1)汇总原材料、外购外协物资采购信息。
2)工艺文件的编制完成情况。
3)编制生产进度计划,应包括外购外协物资进度
计划。
4)编制 ITP,设置检验试验控制点,明确制造方、
监造方、委托方或使用方见证检验点,并提交委托方
或监造方预审。
5)通知重要外购外协物资分供方参加预检验会议。
2.2 监造方前期准备工作
1)确定项目组成人员,熟悉委托方提供的采购技
术文件、设计图纸。
2)核对采购技术文件、设计图纸等资料,对存在
疑问或不明确、冲突条款提交预检验会澄清。
3)分析设备制造、监造中的控制重点与难点,制
定控制措施,并纳入监造大纲。
4)依据采购技术文件、设计图纸及相关标准,
编制监造大纲,明确质量检验控制点,并提交委托方
预审。
2.3 委托方前期准备工作
1)熟悉采购技术文件,掌握采购技术文件中技
术、质量、检验试验要求,特别是特殊要求,并结合
相关标准,对 ITP、监造大纲进行预审。预审应注重:
34 2023.04 设备监理
监理要点
Supervision Points
(1)ITP 与监造大纲质量检验控制点设置的一致性;
(2)质量检验控制点对采购技术文件中质量、检验试
验等要求的覆盖性与符合性;(3)对质量检验控制点
设置的一致性、覆盖性与符合性提出意见及建议。
2)掌握采购技术文件中主要原材料、重要外购外
协物资情况,确定延伸监造物资明细,明确监造范围、
监造内容、控制方式以及控制频次,并在预检验会中
确定,以保证制造方、分供方、监造方明确委托方对
原材料、外购外协物资质量控制的要求。
3)核对采购技术文件、设计图纸等资料,对存在
疑问或不明确、冲突条款提交预检验会澄清。
4)向监造方提供采购技术文件、设计图纸、相关
会议纪要以及补充、澄清等技术资料,以确保监造方
编制监造大纲依据的充分性。
5)与制造方协商确定预检验会召开时间、地点及
参会单位,并通知相关方。
3 预检验会召开形式与时间
3.1 预检验会组织形式
1)委托方组织召开。这种方式力度大,可有效地
保证会议质量。
2)委托监造方组织召开。相对委托方组织召开,
力度小,参会单位一般主要是制造方与监造方,一些
涉及采购技术文件的问题以及延伸监造物资难于在会
议上达成共识,会议质量难以保证。
因此,委托监造方召开预检验会议时,委托方应
将 ITP、监造大纲审核意见、需澄清的问题以及延伸
监造物资要求向制造方、监造方进行交底。
3.2 预检验会召开方式
1)制造方现场召开。因制造方相关部门、人员集
中,涉及制造方的相关事情交流、沟通及资料调取比
较便捷。
2)远程视频召开。在特殊时期、特殊情况下,可
采取远程视频方式组织召开,但交流、沟通及资料审
查有一定的局限性,其优点是不受地域、场所限制,
在特殊情况下,是一种非常便捷、有效的方式。
3)在其他相关方处召开。这种方式因制造方参会
人员单一,对原材料采购、生产计划以及质量控制等
信息掌握不全,会议质量难以保证。
委托方是预检验会组织召开的责任单位。因此,
无论采取哪种方式,委托方应确定会议时间、地点、
参会单位,并以书面形式通知相关方。
4 预检验会召开时机与参加人员
4.1 预检验会参会单位与人员
1)委托方采购、质量、进度控制人员。
2)使用方、设计方相关人员。
3)制造方设计、采购、生产、检验、经营等相关
人员。
4)重要外购外协物资分供方相关人员。
5)监造方项目经理或现场监造工程师等相关人员。
4.2 预检验会召开时机
1)预检验会召开时机没有统一的要求,但原则上
应在监造大纲与 ITP 编制完毕,并提交委托方审核后
召开。
2)预检验会召开时机应根据具体设备情况确定,
对重要、复杂或需对原材料、重要外购外协物资实施
驻厂监造控制的设备,应按设计、原材料采购情况或
原材料、重要外购外协物资制造进度要求,提前或分
次召开。
3)预检验会召开时机应经委托方、制造方双方协
商确定。通常可参考下列情况:按采购订单(合同)
约定的时间组织召开;与开工会会议同时召开;制造
方、委托方双方认为时机成熟时召开;原材料,特别
是主要材料基本到厂,具备下料或机加工条件时召开;
重要、复杂、特殊物资或特殊情况下,可按照驻厂监
造物资分次组织召开。
4)视频形式组织召开的预检验会议,委托方应与
制造方沟通,确定视频会议召开时间,预定视频会议
并通知相关方。
5 预检验会会议
预检验会由委托方主持,应重申会议内容与要求,
阐明监造工作在设备制造过程中质量控制的重要性。
委托监造方组织召开时,应由监造方主持。
5.1 制造方汇报的主要内容
1)设计完成或设计转化情况以及存在的问题。
2)主要辅助设备、原材料、外购外协物资采购、
PLANT ENGINEERING CONSULTANTS 2023.04 35
监理要点
Supervision Points
到货情况以及存在的问题与采购难点。
3)制造工艺文件编制完成情况。对未编制完成的
工艺文件,应明确最终完成时间。
4)生产进度安排及可能影响整体设备交货期的原
因分析及应对措施。
5)介绍 ITP 控制点设置情况。
6)介绍不符合项内部处理工作流程。
5.2 监造方应明确的事项
1)介绍设备监造工作流程、方式、要求及监造大
纲控制点设置情况。
2)介绍监造实施过程中不符合项处理程序以及监
理联系单、监理通知单、停工令下达、接收、处理、
反馈等相关事项的工作程序,并与制造方协商、确认。
3)向制造方阐明监造检验放行的原则。
4)与制造方确认检验申请、不符合项处理、协调
联系部门与人员。
5.3 对接监造所需技术资料
1)对接、确认委托方、制造方、监造方所收到的
请购文件、技术协议、相关技术附件、纪要、图纸及
适用标准等资料版次是否为最新版本,且与采购订单
(合同)有关的技术文件均已收到。
2)对于上述所需技术资料缺失或版次不同的
情况,应在预检验会纪要中列明,防止版本不同或资
料差异造成判定依据的差异。
3)对采购技术文件、设计图纸等资料中存在疑问
或不明确、冲突的条款,会上无法确认、澄清的问题,
应写入会议纪要,以便制造方与设计方、使用方进行
沟通、澄清。防止因条款的差异或对条款理解的不同,
造成监造方与制造方的争议,以保证判定依据的唯一性。
5.4 质量检验控制点对接
1)对 ITP、监造大纲控制点进行充分研讨、对比、
审核,应作为预检验会主要内容,以保证关键、重要
控制点的一致性、符合性,并应注重质量检验控制点
对采购技术文件中质量、技术、检验试验要求的覆
盖性。
2)委托方就双方质量检验控制点设置提出建议及
要求,对制造方提出的不适用或无法实现的控制点应
进行研讨,特别是涉及采购技术文件中已明确约定的
控制内容,制造方应详细阐明原因,必要时记入会议
纪要,由制造方向设计、使用方进行书面澄清。
3)对委托方、使用方为加强制造过程质量控制,
提出的超采购技术文件或采购订单(合同)约定的检
验试验控制点,通常情况下,对不增加或有限增加制
造方成本的,原则上制造方应接受;对制造成本增加
较大的,应进行充分研讨,达成共识,并记入纪要,
防止后期制造、监造过程产生争议。
4)确定委托方或使用方参与见证的检验控制点,
并明确通知方式、通知时间及接收人员。通知见证时
间原则上应在见证实施前 3 ~ 7 d,或按采购订单(合
同)约定的时间。
5.5 延伸监造
1)设备监理是指接受委托人委托,依据国家有关
法律法规、标准和合同等,在新建、改扩建、技术改造、
大修等建设项目中,对设备设计、制造、安装、调试
的质量、投资、进度等实施专业化监督和管理服务 [3]。
2)设备监造是指对设备制造过程质量、进度等实
施专业化监督和管理服务。因此,设备监造通常是对
采购订单(合同)约定的设备制造过程实施的控制。
3)延伸监造是将辅助设备、外购外协物资的质量
控制,由供方处的到货检验,延伸到分供方处的制造
过程质量控制。可采取驻厂监造、关键点访问监造或
出厂见证等方式。因此,预检验会期间应协商、确定
下列内容:(1)委托方应明确延伸监造的辅助设备、
原材料、外购外协物资明细及监造控制方式与要求。
对关键点访问监造的,应明确主要控制节点与控制频
次。(2)制造方应提供辅助设备、原材料、外购外协
物资分供方名单、联系方式以及制造方与监造方联系、
协调人员。对尚未采购的物资,明确预交货期与分供
方名单相关信息的提供时间,并记入会议纪要,以便
监造方跟踪、控制。(3)原则上制造方应函告延伸监
造物资的分供方,以便配合监造方开展监造工作。
5.6 进度对接
1)制造方应向会议提供最新的生产进度计划,且
应包括原材料、外购外协物资生产进度计划。对无法
满足交货期的,制造方应阐明影响因素,提供控制措施。
2)委托方采购、进度控制以及使用方相关人员,
对生产进度计划进行分析、研讨,特别是无法满足采
购订单(合同)约定交货期时,应对其影响因素与措
施进行分析,研讨进度优化方案。
36 2023.04 设备监理
监理要点
Supervision Points
3)受会议时间限制,必要时可采取质量控制与进
度控制分组对接、协商的方式。
5.7 委托方应进一步明确事项
1)采购技术文件已约定分供方名录的产品,制造
方应严格执行。对选用采购技术文件约定供应商以外
或“同等”分供方的产品,应事先征得委托方书面认可。
2)制造中存在与采购技术文件、图纸、标准等约
定不一致的,制造方应向委托方或设计方澄清,并取
得书面同意。
3)明确无监造方出具的产品检验放行单的设备严
禁出厂。
4)监造方应严格遵守制造方安全管理规定,严格
按规定着装,做好防护。
5.8 会议总结
1)会议组织方应对预检验会议召开情况进行总结。
2)会议组织方应组织编写会议纪要,记录会议情
况及达成的共识,参会各方签字确认。
6 案例分析
通过预检验会,使各方明确相互工作机制,为后
续制造、监造过程中工作的协调、沟通奠定基础。各
方严格遵守、落实预检验会要求,是保证监造工作顺
利开展,防止监造实施过程中矛盾冲突的前提。
通过监造预检验会在实际监造工作中实施效果案
例,进一步阐明预检验会在监造管理工作及设备监造
中的重要意义。
案例 1:技术协议条款冲突问题。在熟悉某泵技
术协议中发现,某一条款要求“泵组内部及外部连接
的所有管口应全部为法兰连接”,但其他条款中又规
定了采用螺纹连接方式,此问题共涉及技术协议中 4
项条款。因此,在预检验会时,将此问题提交会议,
并在会议纪要中确定,由制造方向设计方发函澄清,
最终由设计方明确了各部位管线的连接形式。
案例启示:保证了监造判定依据的唯一性;避免
了外购外协物资的盲目采购,节约制造成本;确保产
品现场安装的顺利进行,规避了返厂整改的风险与成
本;保证了委托方施工进度。
案例 2:制造方检验检测能力达不到技术协议要
求问题。在审核制造方 ITP 中,发现未设置无损检测
控制点,但技术协议中明确约定泵体、泵盖与泵轴等
主要零部件分别进行 RT、PT 与 UT、PT 检测。针对
此问题,委托方在预检验会上要求制造方按技术协议
增加主要零部件无损检测控制点。但制造方受无损检
测设备、能力限制,无法实现技术协议中无损检测条
款的约定。因此,将此问题记录于会议纪要中,要求
制造方澄清。制造方向设计方发函,提出采用行业内
通用有效的水压测试方式,确保产品质量,此方案得
到了设计、业主方认可。
案例启示:1)在招标或采购订单(合同)签订前,
应对制造方进行审核或现场考察,以确保其生产、检
验及装备等能力满足采购物资质量、技术要求;2)监
造方在预检验会之前,应做好制造质量风险评估,及
早发现潜在的质量风险;3)严格审核 ITP 控制点,以
保证控制点的设置与技术协议中质量、检验要求的符
合性与覆盖性;4)熟悉、掌握技术协议质量、检验相
关条款,特别是特殊的制造、检验及质量控制要求,
是保证预检验会质量的前提。
案例 3:预检验会议纪要执行中存在的问题。某
换热设备预检验会确定,对技术协议中 6 项问题,由
制造方负责协调、技术澄清;监造大纲、ITP 需增加、
补充完善 11 项控制点。后续设备制造过程中,制造方
对会议纪要约定的部分内容既不执行,也不澄清,为此,
监造人员下达了十几份监理联系单,问题越积越多,使
监造工作无法顺利开展,监造控制难以实施。委托方经
多次与制造方沟通、协调无果后,暂停了其存在问题的
相关工序的制造。在此情况下制造方才引起重视,对有
关问题进行技术澄清,对增、补控制点进行整改。
案例启示:1)各方有效地执行预检验会会议纪要,
是保证监造工作顺利开展的前提;2)个别制造企业对
设备监造认识不足,质量保证体系形同虚设,制约了
监造工作的有序开展;3)委托方应关注监造实施过程,
协调各方及时处理监造工作中存在的问题与争议,防
止事态扩大。
7 结束语
本文通过对监造预检验会工作流程的探讨,结合
实际案例分析,充分说明有效组织做好监造预检验会
工作的重要性与必要性,也充分说明了严格遵守、落
实预检验会要求,对设备制造过程质量控制的重要性
及保证监造质量的重要性。 (下转第 55 页)
PLANT ENGINEERING CONSULTANTS 2023.04 37
监理要点
Supervision Points
变压器套管介质损耗因数超标分析
及监造经验反馈
刘德诚 1
刘 铎 2
赵 文 3
郑 伟 1
(1. 内蒙古电力科学研究院 呼和浩特 010020)
(2. 北京华大九天科技股份有限公司 北京 100012)
(3. 中广核新能源投资(深圳)有限公司浙江分公司 杭州 310011)
摘 要:套管是变压器的重要部件,必须具备足够的机械强度和规定的绝缘性能。文章阐述了一起变压
器套管介质损耗因数超标的典型监造案例,详细分析了问题产生的原因,指出环境温度对介质损耗因数产生
的影响,提出实际工作中应准确理解把握技术标准的重要性,技术协议的签订一定要严谨、细致、明确等,
可为同类设备的监造及问题处理提供借鉴。
关键词:变压器套管 介质损耗因数 环境温度
Case Study on the Dielectric Dissipation Factor of Transformer Bushing
Exceeding the Standard and Feedback of Supervision Experience
Liu Decheng1
Liu Duo2
Zhao Wen3
Zheng Wei1
(1. Inner Mongolia Power Research Institute Hohhot 010020)
(2. Empyrean Technology Co., Ltd. Beijing 100012)
(3. CGN New Energy Zhejiang Branch Company Hangzhou 310011)
Abstract Transformer bushing is an important part of transformer, and must have sufficient mechanical
strength and specified insulation properties. This paper describes a typical supervision case about dielectric dissipation
factor of transformer bushing exceeding the standard, analyzes the cause of the problem, points out the influence of
ambient temperature on dielectric dissipation factor, puts forward the importance of accurately understanding and
grasping the technical standard, and suggests that the signing of technical agreement must be rigorous, meticulous and
clear, etc. Therefore, it can provide reference for the supervision and problem handling of similar equipment.
Keywords Transformer bushing Dielectric dissipation factor Ambient temperature
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0037-03 DOI: 10.19919/j.issn.2095-2465.2023.08.009
作者简介:刘德诚(1967 ~ ),男,硕士,高级工程师,从
事电厂控制、电力工程管理、设备监理等工作。
通讯作者:刘德诚,E-mail: liudechengsohu8@163.com。
(收稿日期:2023-04-14)
电力变压器是电力系统的重要设备,套管是变
压器的重要部件,其主要功能是将变压器内部高、
低压引线引到油箱外部,不仅作为引线对变压器箱
体的绝缘,而且担负着固定引线的作用。因此,要
求套管必须具备足够的机械强度和规定的绝缘性
能。套管介质损耗值(简称介损)是一种使用较多而
且对判断绝缘较为有效的方法,是变压器出厂和现场
交接试验的必检项目 [1]。
套管有纯瓷套管、充油套管和电容套管等形式。
其中,电容套管用于 100 kV 以上的高电压变压器。国
家标准和行业标准均对不同种类的变压器套管介损值
提出明确要求,其中行业标准要求干式环氧浇注型套
管介损值不大于 0.005[2](折算成 20 ℃ 值),国家标
准要求胶浸纸干式电容套管介损值在 10 ~ 40 ℃ 的环
38 2023.04 设备监理
监理要点
Supervision Points
境范围内测试不得大于 0.007[3]。由于测量介损值时,
受环境温度影响较大,特别是胶浸纸干式电容套管,
对测试环境温度更为敏感,所以标准对测试环境温度
提出了具体要求,如行业标准要求在不同环境温度下
测量的介损值折算成 20 ℃ 环境温度时的介损值,国
家标准则要求在 10 ~ 40 ℃ 的环境范围内测试。而在
工作实践中人们有时往往忽视了这一点,特别是一些
工作经验不足,或对标准理解不深刻的工程技术人员,
因而产生许多不必要的问题。
1 变压器套管介损超标案例及原因分析
1.1 变压器套管介损超标案例
蒙西电网某新建 500 kV 输 变 电 工 程,3 台
ODSFZ-250000/500 型主变压器由上海某变压器制
造厂生产,高、中压套管采用江苏某厂生产的干式
环氧浇注型套管即胶浸纸干式电容套管。业主技
术协议要求介损均不大于 0.4%。设备监造人员在
出厂试验现场见证时,发现在环境温度 15 ℃ 情况
下,编号为 2130755 的中压套管介损现场实测值为
0.433%,而合格证铭牌标称为 0.465%(即供应商在
8 ℃ 环境温度时的实测值);编号为 2130718 的高
压套管现场实测值为 0.417%,而合格证铭牌标称为
0.430%(即供应商在 7 ℃ 环境温度时的实测值)。
现场实测值均大于技术协议 0.4% 的要求。由于蒙西
电网设备采购采用统一招标模式,内蒙古电力物资
供应公司具体负责商务部分,作为用户的各供电局
负责技术部分,供电局又委托设计院编制技术协议,
监造单位不参与技术协议的编制和审核,所以监造
人员只有收到监造委托或到达监造现场时,才拿到
技术协议。由于发现技术协议中没有考虑环境温度
的要求,生产厂家也没有提供套管介损折算系数图
表,鉴于该参数与技术协议不符,无法判断是否满
足技术协议要求。慎重起见,要求变压器制造厂和
套管供应商携带仪器,到现场实测,并将相关问题
告知业主,提请业主在技术协议中补充套管介损的
测试环境温度要求或折算温度要求。经供应商技术
人员在不同温度下,对 4 只套管进行检测,介损值
有 0.417% 的,也有略大于或接近 0.4% 的,各不相同。
另在本体温度 22 ℃ 下测量值最大为 0.392%。将上
述现场情况与业主、设计、制造等单位进行沟通,
业主召开专题会议讨论,但是未达成任何共识。
1.2 超标原因分析
由于工期紧张,各方均不能拿出合理的解释,
于是监造单位组织专家展开分析研究。首先,国家
标准和行业标准中均对试验电压和环境温度有具体
要求,DL/T 1539—2016《电力变压器(电抗器)
用高压套管选用导则》中 6.5.2 款规定“干式环氧浇
注型套管在 1.05Um/ 3电压下套管的介质损耗因素
tanδ(20 ℃)应不大于 0.005”[2]。 而 GB/T 4109—
2022《交流电压高于 1 000 V 的绝缘套管》中规定套
管应在 10 ~ 40 ℃ 的环境温度范围内和 1.05Um/ 3
试验电压下进行测量,胶浸纸干式电容套管介损值
不得大于 0.007[3]。显然 2 个标准均考虑了环境温度
对介损测量值的影响。其次,本项目采用干式环氧
浇注型套管即胶浸纸干式电容套管,应执行以上 2
个标准,而技术协议中却没有对测量环境温度或折
算成 20 ℃ 时介损值的要求。按着以往工作经验和
行业惯例,企业标准要求一般高于行业标准要求,
而行业标准要求一般高于国家标准要求。为了解决
标准要求不同的问题,蒙西电网设备监造管理规
定,当国家标准、行业标准和企业标准不一致时执
行要求最高的那个标准。所以理解为技术协议要求
介损小于 0.4%(即 0.004)是在 10 ~ 40 ℃ 的环境
温度范围内测试或折算成 20 ℃ 介损值。而技术协
议在编制和审核时可能忽略了测试环境温度要求。
最后导致现场监造人员无法判定是否符合技术协议
要求。
根据经验和相关文献,测量介损值时,受环境温
度影响较大。本项目采用胶浸纸干式电容套管,对测
试环境温度更为敏感,总体呈现低温时介损较大、高
温时介损较小的特点。根据套管制造厂提供的介损值
随环境温度变化的曲线(如图 1 所示),对现场实测
值和出厂标称值进行 20 ℃ 折算,均小于 0.4%(试验
前后介质损耗测试数据见表 1),符合国家标准和行
业标准要求。
图 1 套管介损折算系数(制造厂提供)
0.5
0
1 7 13 19 25 31 37 43 49 55 61 67 73 79 85
°C0܈࿒ৣ࣍
折算系数
1
1.5
PLANT ENGINEERING CONSULTANTS 2023.04 39
监理要点
Supervision Points
业主和相关人员认为此次案例介损超标的主要原
因是没有准确地理解标准,特别是标准中对环境温度
和折算温度的要求。其次是被技术协议中 0.4% 的要求
误导,以为业主要求任何测试环境温度条件下介损测
试值均须满足不大于 0.4% 的要求,显然在低温环境下
是根本达不到的。最后就是技术协议中对介损值的要
求不够严谨,不了解环境温度对介损值测试的影响,
没有深刻理解标准中关于“根据厂家提供的折算曲线
将实测介损值折算成 20 ℃ 值”及“在 10 ~ 40 ℃ 的
环境温度范围内进行测量”的意义。须知一个没有环
境温度限定的介损要求是毫无意义的,是无法做出合
格与否判定的,这正是本案例引发各方关注的核心和
关键。
试验前介质损耗测试数据
工作号 被试相套管 试验电压 /kV介质损耗因数 /% 温湿度(实测时) 实测值 折算到 20 ℃
202106049 A
10
0.417 0.385 湿度 42%
Am 0.433 0.399 温度 15 ℃
202106050 B 0.362 0.366 湿度 45%
Bm 0.377 0.381 温度 22 ℃
202106051 C 0.396 0.396 湿度 47%
Cm 0.369 0.369 温度 21 ℃
试验后介质损耗测试数据
工作号 被试相套管 试验电压 /kV介质损耗因数 /% 温湿度(实测时) 实测值 折算到 20 ℃
202106049 A
10
0.330 0.359 湿度 42%
Am 0.342 0.372 温度 25.5 ℃
202106050 B 0.316 0.340 湿度 45%
Bm 0.350 0.376 温度 26.5 ℃
202106051 C 0.331 0.336 湿度 47%
Cm 0.310 0.314 温度 30 ℃
表 1 试验前后介质损耗测试数据
2 处置措施
首先,提请业主对技术协议中介损值小于 0.4% 的
要求进行补充说明,是否折算成 20 ℃ 时的修正值。
由于业主委托设计院编制技术协议,而且该技术协议
为模板式,据业主说该技术协议模板已应用多年,几
经拷贝和使用,此前经过多人多次审核均未发现问题,
因而不想擅自变更技术协议。加之相关技术人员对标
准不能准确掌握,心中没底,相互推诿,怕担责任,
不愿给出明确答复。另外当时正值上海市新冠肺炎疫
情严重期间,只能网上视频交流,沟通不充分,信息
交换不到位,因而不便及时变更技术协议,是否还有
其他隐情不得而知。总之项目结束也没有等到相关问
题的回复。最终监造人员以书面形式告知业主,套管
介损值符合国家和行业标准要求,技术协议中如不明
确环境温度要求,小于 0.4% 值将被视作折算成 20 ℃
环境温度值的行业惯例。
其次,查找《内蒙古电网公司物资采购标准 ( 交
流变压器卷 500 kV 变压器 )500 kV 单相自耦电力变压
器通用技术规范》中 3.1.7 款,绕组连同套管的介质损
耗因数和电容量测量中明确要求“3) 每一绕组对地及
绕组之间的介损不超过 0.5%(20 ℃)”。该通用技术规
范中 2.6.4 款也提出了“套管的试验和其他的性能要
求应符合 GB/T 4109—2008 标准的规定”。可见,本
项目测试套管介损值时,折算成 20 ℃ 是符合企业通
用标准要求的。按照 GB/T 4109—2008 中的规定“在
10 ~ 40 ℃ 的环境温度范围内进行测量”,不大于 0.007
也是符合企业通用标准要求的。本项目套管 3 个标准
均满足。
由于业主未能在规定的期限内澄清技术协议要求,
经请示上级主管部门执行行业标准。考虑到企业惯例
并参考技术协议,为保证设备质量,对套管介损值要
求更高、更保守些,监造单位要求套管介损值折算成
20 ℃ 环境温度值时不大于 0.4%。经现场实测所有套
管均满足这一要求。
为保证设备投产后长期安全稳定运行,监造单
位要求套管供应商和主设备制造厂出具质量承诺
函,承诺“设备各项参数严格满足相关国家标准、
电力行业标准、内蒙古电网变压器通用技术规范等要
求。如有因套管介损引起的质量问题,制造厂承担全
部责任”。并将相关情况反馈给上级主管部门和具体
业务部门,建议改进技术协议编制和审核工作,杜绝
类似问题发生。
监造工作结束后,设备运抵施工现场。在施工现
场交接试验时各项参数合格。设备投运 1 年,经现场
走访,设备运行稳定,各项参数运行正常。
3 结束语
1)设备监造的依据是国家标准、行业标准和企业
标准,所以作为监造人员、设计人员、试验人员等相
关工程技术人员应深刻理解、准确把握标准。
(下转第 45 页)
40 2023.04 设备监理
监理要点
Supervision Points
轨道交通供电及供电智能运维
监理案例分析
李鼎杰
(上海市工程设备监理有限公司 上海 201317)
摘 要:地铁供电系统作为地铁各系统中的核心系统之一,其安全稳定运行关系着地铁网络运营的质量。
本文针对近年城市轨道交通变电所专业监理实际案例,在供电智能运维系统暂无验收规范的情况下,通过材
料封样管理和首件制两项管控措施,加强项目监理机构的质量控制,具体阐述项目中实施监理的过程与取得
的效果,与设备监理的同行共同学习进步。
关键词:城市轨道交通 供电系统 工程监理
Supervision Case of Rail Transit Power Supply System
and Intelligent Operation and Maintenance
Li Dingjie
(Shanghai Construction & Equipment Supervision Co., Ltd Shanghai 201317)
Abstract As one of the core systems of subway systems, the safe and stable operation of subway power
supply system is related to the quality of subway network operation. Based on the actual case of professional
supervision of urban rail transit substation in recent years, in the absence of acceptance specifications for the power
supply intelligent operation and maintenance system, this paper strengthens the quality control of the project
supervision organization through two management and control measures, namely, material sealing sample management
and first piece system, specifically describes the process of implementation of supervision and the results achieved in
the project, and learns and progresses together with peers of equipment supervision.
Keywords Urban rail transit Power supply system Project supervision
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0040-06 DOI: 10.19919/j.issn.2095-2465.2023.08.010
作者简介:李鼎杰(1989 ~ ),男,本科,工程师,从事工
程监理、咨询等工作。
通讯作者:李鼎杰,E-mail: 101082562@qq.com。
(收稿日期:2022-04-15)
随着城市现代化的不断发展,城市轨道交通将越
来越普及。由于轨道交通供电系统,担负着运行所
需一切电能的供应与传输,是城市轨道交通安全可靠
运行的重要保证,现代轨道交通项目已逐渐部署智能
运维系统代替人工巡检,实现变电所无人值守。同
时,由于智能运维系统缺少专门的验收规范,无法做
到标准化、规范化。本文针对城市轨道交通供电专业
监理实际案例,分析案例中监理的工作内容与取得的
效果。
1 监理工作难点
笔者分享的监理案例为某城市轨道交通变电所(牵
引降压混合所 / 降压所 / 跟随式降压所)、变电所综合
自动化及能耗监测系统、集中 UPS 设备等的安装、调试
等工作(以下简称变电所工程)。监理范围除了包括以上
系统设备及材料的采购、包装运输、设备安装、设备预埋
件、设备接地、电缆敷设、二次控制保护、各设备通信接
线、各系统调试工作以外,还包括智能运维系统及甲供
35 kV、1500 V 开关柜等设备的全过程监理服务。
由于轨道交通变电所工程使用的甲供 35 kV、
1 500 V 开关柜等设备属于寡头垄断,这些产品质量可
靠,但是由于行业本身缺乏竞争,开关柜内各类二次
元器件的布置,接线、配线工艺是薄弱环节,而智能
PLANT ENGINEERING CONSULTANTS 2023.04 41
监理要点
Supervision Points
运维系统中的采集屏目前没有验收规范,对于项目监
理机构的质量控制,是一项考验。
变电所工程所属轨道交通线路具有工期紧张、建
设标准高、施工环境复杂等特点,并且建设单位以“示
范线、国优、鲁班、詹天佑”创奖为目标,在项目开
工前,建设单位提出要求,重点是从源头控制施工质
量,保证材料在产品质量、性能、技术指标等方面符
合设计要求。同时针对变电所专业的各类开关柜设备,
要求各类机柜内布线美观,号码管数字一致朝外且号
码管露出部分保持一致,二次接线需横平竖直,线槽
内的导线也需排布整齐,各类导线转弯的地方弧度保
持一致等。根据上述情况,笔者所在项目监理机构通
过材料封样管理和首件制 2 项管控措施,其中首件制
管控措施又包含了施工工序及甲供设备的质量管控,
以加强项目监理机构的质量和进度控制。
2 材料封样管理
见证取样、厂验、监理单位平行检测及对进场材
料检查和验收,是监理单位对于材料质量控制的主要
手段。在实际项目实施过程中,往往会出现实际使用
的材料、设备与厂验、平行检验工艺水平不一致。为
了确保设备、材料在产品质量、性能、技术指标等方
面符合设计单位和建设单位的需要,项目监理机构响
应建设单位要求,根据实施监理项目的实际情况,对
进场材料采取了材料封样管理这一技术措施。
材料封样管理由监理单位主导,保证施工质量从
源头控制,做到进场材料与封样样品一致,杜绝假冒
伪劣产品,确保监理范围内的光、电缆,支架等材料
在产品质量、性能、技术指标等方面符合设计单位和
建设单位要求。
供货单位提供样品,由项目监理机构组织建设单位、
设计单位、总承包单位对样品进行审核确认,确认后建
设单位、设计单位、监理单位、总承包单位及供货单位五
方进行封样,并在封样表上签字,送入封样室登记封存。
监理人员在实施材料封样管理的过程中制定了如
下工作框架:在材料大规模使用前,需先进行材料封
样工作并由项目监理机构派员担任封样管理员,封样
管理员确保所封样品不被更换和损坏;进入封样室查
看样品,必须有封样管理员陪同,并履行登记手续,
封样管理员还需对入库样品建立台账。
为确保后续进场材料与所封样品一致,每一批材
料进场由项目监理机构组织建设单位、总承包单位和
供货单位四方随机抽取材料与封样进行对比,比对一
致后项目监理机构在《材料、设备进场报审表》上签
字确认,并允许使用于本工程。
3 首件制管理
为了预防质量通病,消除质量隐患,由监理单位
主导进行首件制的标准化管理。通过首件制,从“人、
机、料、法、环”等方面检验工程质量把控的合理性,
加强项目监理机构质量控制。
3.1 明确卡控指标
首先由总监理工程师负责组织对整个工程进行梳
理,筛选出首件制管控单元,并编制相应的首件制实
施方案和计划。针对每个管控单元编制出对应的施工
工序控制流程,其中对管控单元的质量起到关键作用
的工序确定为卡控指标,并依据设计和规范要求,制
定出控制指标(性能指标或外观等),具体工序流程
与卡控指标汇总见表 1。
3.2 施工工序首件制管理的主要内容
首件制作为项目监理机构的重要质量管控手段,
需要监理人员深入变电所工程施工现场,保障工程各
个阶段的建设质量,确保其满足工程标准要求,并在
全过程质量监理的过程中,对其潜在的问题进行发掘、
综合、研究与解决,在攻关角度来实现各种影响因素
的有效控制,确保工程按照正常的流程与节奏进行,在
质量得以保障的同时,在预设工期内顺利完工 [1]。
● 3.2.1 基础预埋
在变电所设备基础安装这一工序完成后,监理人
员在施工现场对照相关质量标准和卡控指标标准进行
巡视检查,根据 TB 10420—2018《铁路电力工程施
工质量验收标准》中的相关要求及图纸说明要求,2
根槽钢保持在同一水平面上,水平度误差每米不大于
1 mm,全长不大于 2 mm,基础位置、尺寸及其顶面
高程需符合设计文件要求。同时依据卡控指标标准要
求,还需满足基础槽钢距墙不小于 800 mm,槽钢水平
对接处要打坡口满焊,顶面打磨处理,保证焊接牢固,
槽钢焊接完成后,焊接处去渣打磨做防腐处理,见图 1。
● 3.2.2 接地装置安装
根据 TB 10421—2018《铁路电力牵引供电工程施
42 2023.04 设备监理
监理要点
Supervision Points
工质量验收标准》中的相关要求及图纸说明要求,接
地干线安装高度、顶面距地面 250 mm,搭接长度为扁
钢宽度的 2 倍,变电所接地干线宽度为 4 cm,因此搭
接长度为 80 mm,扁钢之间的焊接采用三边搭接焊,
搭接长度为扁钢宽度的 2 倍,焊接处焊缝应饱满。同
时还需满足卡控指标标准要求中关于变电所接地扁钢
安装的相关要求,例如接地干线穿墙敷设时,应加套
管保护,焊接处打磨并做防腐处理,接地扁钢水平直
线段支撑间的距离宜为 0.5 ~ 1.5 m,垂直段宜为 1.5 ~
3 m,弯曲段宜为 0.3 ~ 0.5 m 等,见图 2。
● 3.2.3 电缆桥、支架安装
轨道交通工程中供电专业的电缆桥、支架一般集
中在轨行区和车站变电所电缆夹层中,轨行区中的电
缆桥、支架主要用于敷设环网干线电缆,而车站变电
所投影面下方(或上方)的电缆桥、支架主要用于敷
设 35 kV(含所内及环网进出线电缆)、1 500 V 及
400 V 电缆。其中 400 V 电缆中的馈线电缆由全线各
个标段的装饰安装单位进行敷设。项目监理机构根据
项目特点在制定这一卡控指标的过程中,收集全线装
饰安装单位相关设计文件,在进行对照比对后要求施
工单位在实施电缆桥、支架安装施工作业中,根据已
整合的 400 V 馈线电缆敷设图纸,避免漏装、错装,
提前留出 400 V 馈线电缆的合理敷设位置并制作标识
牌,在各个专业电缆敷设工作全部完成后,确保变电
所及变电所电缆夹层的整体美观。
● 3.2.4 设备安装
变电所工程的设备安装主要包含变压器及开关柜
设备的安装,变压器分为动力变压器和整流变压器,
工序 工序分解 定标单元 工序流程 卡控指标 编号 工作名称 编号 分解名称
01 基础槽钢预埋安装 01 基础槽钢预埋安装 每个所
测量定位
基础槽钢固定安装
基础槽钢接地扁钢安装
基础槽钢调平
基础槽钢水平度复测、焊接
设备双排对面布置时,2 列槽钢之间的距离要相等,保证母线桥的安装。
扁钢搭接面长度不小于扁钢宽度的 2 倍。
基础槽钢距墙不小于 800 mm。
槽钢水平对接处要打坡口满焊,顶面打磨处理,保证焊接牢固。
槽钢焊接完成后,焊接处去渣打磨做防腐处理
02 支架、桥架接地
扁钢安装
01 电缆支架安装 每个所 测量定位
电缆支架安装调整
接地扁钢安装
立柱间距 800 mm,排列均匀整齐。立柱的垂直偏差不大于 5 mm。
电缆桥架安装位置正确,同一层托臂要安装在同一平面上,相邻托臂高低偏差
不大于 5 mm。
桥支架接地扁钢至少 2 处与夹层接地母排连接。
接地扁钢搭接不小于扁钢宽度的 2 倍
02 接地扁钢安装 每个所
03 所内接地扁钢安装 01 接地扁钢安装 每个所
测量定位
接地扁钢制作安装
接地扁钢焊接
扁钢搭接为其宽度 2 倍,且至少 3 个棱边焊接。
接地干线穿墙敷设时,应加套管保护。
焊接处打磨并做防腐处理。
接地扁钢支撑间的距离:水平直线段宜为 0.5 ~ 1.5 m;垂直段宜为 1.5 ~ 3 m;
弯曲段宜为 0.3 ~ 0.5 m
04 设备安装
01 35 kV 开关柜安装
每个所
设备基础及孔洞复测
基础槽钢开孔
绝缘件安装
设备拼装
设备固定
盘、柜独立或成列安装时,其水平度、垂直度以及盘、柜面不平度和盘、柜间
接缝的标准应符合验收标准的规定。
盘、柜的接地要牢固,接触良好。
绝缘安装的设备对地绝缘不得小于 2 MΩ。安装过程中随时关注柜体绝缘值。
母线连接螺栓的紧固力矩值应符合验收标准的规定
02 直流柜、整流器安装
03 400 V 开关柜安装
04 控制室设备安装
05 一次电缆敷设 01 夹层电缆敷设 每个所
电缆绝缘测试
电缆吊装运输
电缆路径核对
采用滑轮组人工敷设电缆
同一回路电缆品字形摆放。
电缆表面无破损、无大面积污染,不得出现拧绞、压扁、护层断裂等缺陷。
所内不允许有接头。
电缆敷设时,电缆弯曲半径符合规范要求。
垂直敷设或大于 45° 倾斜敷设的电缆,在每个支架固定。
电缆的首末端及竖井、转弯处设置电缆牌
06 二次电缆敷设 01 夹层电缆敷设 每个所
电缆绝缘测试
电缆吊装运输
电缆路径核对
采用滑轮组人工敷设电缆
电缆表面无破损、无大面积污染,不得出现拧绞、压扁、护层断裂等缺陷。
控制电缆不允许有接头。
电缆敷设时,电缆弯曲半径符合规范要求。
垂直敷设或大于 45° 倾斜敷设的电缆,在每个支架固定。
电缆的首末端及竖井转弯处设置电缆牌
07 二次接线 01 二次接线 每个所
电缆终端头制作
电缆校线
电缆固定
电缆接线
每个连接端子只连接 2 根导线,不准连接 3 根及以上导线。
多股铜芯线,应拧紧搪锡或接续端子后与设备的端子连接。
电缆芯线的回路标记应清晰、编号准确,接线必须准确不松动
08 防火封堵 01 防火封堵 每个所
孔洞清洁
防火板封堵
防火泥封堵
采用防火板进行封堵时,宜对防火板的切割边进行钝化处理,避免损伤电缆。
防火封堵采用模具压制成形,棱角分明,整齐美观
表 1 工序流程与卡控指标汇总表
PLANT ENGINEERING CONSULTANTS 2023.04 43
监理要点
Supervision Points
而开关柜安装包含 35 kV 开关柜、400 V 开关柜、
1 500 V 开关柜(含整流器柜)、交直流屏设备等。除
了规范标准中关于盘、柜安装时对其水平度、垂直度
以及盘、柜面不平度和接缝的要求以外[2],还需测量盘、
柜的接地,测试其是否牢固、接触良好。卡控指标标
准中绝缘安装的设备对地绝缘不得小于 2 MΩ。要求
施工单位安装过程中随时关注柜体绝缘值,并且母线
连接螺栓的紧固力矩值应符合验收标准的规定。
● 3.2.5 智能运维系统
变电所工程智能运维系统包含感知数据智能网关
软件、站控层硬件和智能运维环网 3 方面的内容。按
照施工工序划分,可分为基础槽钢安装、盘柜就位安
装、摄像头安装、远程巡视终端安装、变压器红外安装、
系统调试这一系列施工工序。由于供电运维系统目前
无验收规范,对于项目监理机构的质量控制,是一项
挑战。在深入研究设计文件及相关技术规范以后,项
目监理机构在现有的条件下,其一是严把进场工程材
料、构配件及设备的质量,检查材料质保书、合格证、
检验报告等质量证明文件以及设备开箱单等。其二是
对于已有相关验收规范的施工工序,如基础槽钢安装、
盘柜安装等,根据相关质量标准,对工程质量认真把
关;针对没有验收规范的施工工序,如感知数据智能
网关软件、智能运维环网等内容,由项目监理机构筛
选出首件制管控单元并根据设计文件要求建立相应的
图 1 基础槽钢安装
基础预埋
质量管控要求及标准照片 现场施工照片及指标
标准要求:TB 10420—2018 中第 4.2.9 条及图纸说明要求。
2 根槽钢保持在同一水平面上,水平度误差每米不大于 1 mm,全长
不大于 2 mm。
经现场检查槽钢安装符合规定规范要求。
实测水平误差每米均小于 1 mm,全长小于 2 mm。
同时满足卡控指标中关于基础槽钢预埋安装的质量要求。
߳ۅ֪ଉኵᇑ1 m၍ՔߛᅃዂLj
ဃֶ1 mm。
1 m၍Քߛ
߳ۅ֪ଉኵᇑ1 m၍ՔߛᅃዂLjဃֶ1 mm。
1 m၍Քߛ
图 2 接地装置安装
接地干线安装高度及搭接长度
质量管控要求及标准照片 现场施工照片及指标
标准要求:TB 10421—2018 中相关要求。
1)接地干线安装高度:顶面距地面 250 mm;
2)搭接长度为扁钢宽度的 2 倍,变电所接地干线宽度为 4 cm,因
此搭接长度为 80 mm;
3)扁钢之间的焊接采用三边搭接焊,搭接长度为扁钢宽度的 2 倍,
焊接处焊缝应饱满。
经现场检查接地扁钢安装符合规范要求。
实测顶面距地面 250 mm;搭接长度满足扁钢宽度的 2 倍,焊接处
焊缝饱满,扁钢之间均采用三边搭接焊。
同时满足卡控指标中关于所内接地扁钢安装的质量要求。
80 mm
250 mm
44 2023.04 设备监理
监理要点
Supervision Points
卡控指标标准,利用首件制的手段检验工程质量,促
进施工过程的标准化。
● 3.2.6 设备保护
在正常施工情况下,装饰安装单位在完成墙面、
地面以及顶面的相关装饰安装施工后,再将变电所房
间移交给供电系统单位,由供电系统单位进行设备的
就位安装。由于笔者所在的城市轨道交通工程建设面
临着工期紧、任务重、施工环境复杂等特点,就产生
了关于设备保护的一系列问题,第一种情况是前期已
进场并存放在车站内且不具备二次搬运条件的供电设
备,需每日做好巡视检查工作,检查设备外包装是否
破损,存放地点是否存在渗漏水的情况。第二种情况
则是全线很大一部分的车站变电所都不具备交房条件,
为不影响工程进度,供电系统设备已经经过二次搬运
并在变电所基础上就位,但是此时暂不具备安装条件。
第三种情况是供电系统设备已经安装完成,变电所房
间交由装饰安装单位和其他系统单位继续施工作业,
此时就面临着变电所内有大量交叉作业的局面,这些
供电系统设备在复杂的施工环境下难以保证质量。针
对第一种情况,项目监理机构采取的措施是加强巡视
检查,如发现设备包装破损或者场地有渗漏水的情况
及时做好沟通工作。在后两种情况下,项目机构采取
将设备保护这一环节的工作加入首件制管控单元,将
施工单位采取的保护措施作为卡控指标,要求施工单
位采用防尘、防水、不助燃材质的三防布,完全覆盖
整个设备本体,同时派专人值守,对后续装饰安装和
气体灭火单位的施工作业做好监护,注意不得踩踏设
备,同时防止高处坠落的安全事故。根据建设单位要求,
甲供材料设备的管控也属于监理范围,在这种施工环
境复杂的情况下项目监理机构运用首件制的方法,每
日将首件制报表文件报送建设单位,履行了监理职责。
3.3 甲供设备首件制管理的主要内容
● 3.3.1 样机验收
在甲供设备供货前,先进行首件制确认工作,根
据已经编制完成的甲供设备首件制样机质量标准管控
文件,由建设单位、设计单位、监理单位、施工总承
包单位对首件制质量标准管控文件进行审核确认。甲
供设备厂家完成样机生产后,监理项目机构组织建设单
位、设计单位、施工总承包单位对首件制样机进行验收
并在验收表格上签字,根据首件制质量管控要求和标准
及照片对进场设备进行比对,编制每站的首件制质量标
准管控文件实测部分后报送建设单位。在上述工作完成
后建立甲供设备首件制质量标准管控管理台账。
● 3.3.2 二次接线
对于开关柜设备的二次接线,需按图施工、连线
正确。交流线与直流线分开排线,布线需整齐,固定
牢靠,活动部件被推拉时不能刮擦和挤压线缆,拐弯
的线缆弯曲角度要大,所有拐弯的线缆的弯角大小要
统一,捆扎的线缆要捋顺后捆扎,不交叉、不拧编。
线缆表面无破损、无压痕,线缆的连接端子无松动、
无脱落,线缆的连接插头内端子无松动、无脱落,线
缆连接端的标签内容正确、清晰,标签标识齐全,和
设计图纸相符。工控机的外壳必须有效地连接到设备
的外壳,金属元器件的外壳需与设备的外壳可靠连接,
接地螺丝、垫片必须安装到位,见图 3。
标准要求:GB 50303—2015《建筑电气工程施工质量验收规范》中
第 17.2.2 条的要求。
每个设备接线端子内接线不应多于 2 根芯线,每根二次线穿号码管,
并排布整齐美观、号码管字迹清晰。
每个设备接线端子内接线不应多于 2 根芯线,每根二次线穿号码管,
并排布整齐美观、号码管字迹清晰。
图 3 柜内二次接线
PLANT ENGINEERING CONSULTANTS 2023.04 45
监理要点
Supervision Points
● 3.3.3 元器件装配
对于电器元件的安装和布置要严格依照电柜器件
布置图,产品型号、元器件型号、规格、数量等需符
合设计文件要求,检查元器件无损坏,且表面无尘土及
油污,需满足操作方便的要求。在进行元器件的操作时,
不应受到空间的妨碍,不应有触及带电体的可能。维修
容易,能够较方便地更换元器件及维修连线,各种电气
元件和装置的电气间隙、爬电距离应符合规定 [3]。
3.4 编制“标准化管控流程”报表
依据管控单元的施工周期,由项目监理机构编制
“标准化管控流程”报表,并根据拟定的“标准化管
控流程”上报频率,报送建设单位。报表内容分为两
部分:第一部分为“工程质量控制汇总表”,主要反
映该工程的所有管控单元,每个管控单元的完成情况
(时间、数量等)以及质量评价汇总情况;第二部分
主要是每个管控单元的各项卡控指标标准与实际施工
状况进行对比,从中能清晰地判断出施工质量的优劣。
对于不符合相关规范、标准要求的施工工艺,由项目
监理机构签发监理通知单,指令施工单位限期整改,
同时报送建设单位。
3.5 首件制工作总结
管控单元的全过程实施完成后,根据首件制工程
的各项质量指标进行综合总结,对施工质量存在的不
足之处分析原因,提出改进措施,以指导后续的全面
施工。
总结报告由项目监理机构编制,包括首件制工程
概况、首件制工程主要施工方法及施工工艺、首件制
工程施工情况、各工序检验试验数据及相关报告、首
件制工程质量评价、首件制工程施工中存在的质量技
术问题及针对性的改进措施等内容。首件制总结报告
编制完成后,组织建设单位、设计单位、总承包单位及产
品接收单位组成验收组进行评议,并出具改进意见。
通过以上首件制管控措施,让监理单位质量控制
落在实处,确保工程实施符合设计要求,满足业主要求。
4 结束语
目前,本项目的材料封样管理工作已完成。首件
制相关工序完成后,施工单位、供货单位自检合格,
报监理单位,监理及时组织人员到场验收,已验收合格。
经监理单位验收合格的首件制文件 83 个。
本着公平、公正的原则,监理项目机构认真把好
质量关、进度关、投资关和安全关,采取有效措施,
实施全过程的监控,及时掌握设备系统采购、安装、
调试及验收动态,随时沟通工程建设信息。在本项目
智能运维系统暂无相关验收规范的情况下,采取类似
于材料封样管理和首件制等额外质量控制手段,体现
出监理的服务性、科学性,充分发挥监理作用。
参考文献
[1] 翁光华 . 对房屋建筑工程监理单位项目质量管理的
探讨 [J].中国房地产业 ,2019(20):161-162.
[2] GB 50303—2015 建筑电气工程施工质量验收规范
[S].
[3] GB/T 7251.1—2013 低压成套开关设备和控制设
备 第 1部分 :总则 [S].
(上接第 39 页)
2)技术协议是业主与供货商之间的重要合同文
件,是对设备性状的书面约定 [4],双方在签订技术
协议时一定要严谨、细致、明确。
3)在合同执行时如遇争议,一定要充分协商,澄
清相关问题,不要相互推诿,以免耽误工期。
4)在设备监造过程中,如遇争议,监造人员和监
造单位一定要与制造厂和业主充分沟通,说服制造厂
做出对业主更有利的决定。
参考文献
[1] 李 建明,朱康 .高压电气设备试验方法 (第二版)[M].
北京:中国电力出版社,2 017.
[2] DL/T 1539—2016 电力变压器(电抗器)用高压套
管选用导则 [S].
[3] GB/T 4109—2022 交流电压高于 1 000 V 的绝缘
套管 [S].
[4] GB/T 26429—2022 设备工程监理规范 [S].
46 2023.04 设备监理
检验与技术
Inspection and Technology
设备法兰与管线管组对焊接材料试验研究
吕拴录 黄锋超 牛怡冰 黄 飞 王特特
(西安摩尔石油工程实验室股份有限公司 西安 710065)
摘 要:通过对比不同标准和用户技术协议的要求,认为应当依据用户订货技术协议要求评价选择适合
设备的法兰和管线管组对焊接材料。为保证产品质量,满足用户要求,对 14Cr1MoIII 和 ASTM A694 F52 材料法
兰分别与 2 种钢级管线管组对焊接质量进行评价试验,最终找到适合设备的法兰材料和管线管材料,并为该
设备选择更好更经济的焊接法兰材料提供了建议。
关键词:设备 法兰 管线管 组对焊接 材料 冲击功
Study on Welding Materials Tested and Investigated for Flange and
Line Pipe Group Used in Equipment
Lv Shuanlu Huang Fengchao Niu Yibing Huang Fei Wang Tete
(Xi'an Maurer Petroleum Engineering Laboratory Co., Ltd. Xi'an 710065)
Abstract By comparing the requirements of different standards and user technical agreements, it is
considered that the flange and line pipe group pair welding materials suitable for the equipment should be selected
according to the requirements of the user ordering technical agreement. In order to ensure the product quality and meet
user requirements, the welding quality of 14Cr1MoIII and ASTM A694 F52 material flange and two steel grade line
pipe groups were evaluated and tested respectively, and finally the flange materials and line pipe materials suitable for
skid-mounted equipment were found out, and the suggestions for choosing better and more economical welding flange
materials for this equipment were provided.
Keywords Equipment Flange Line pipe Group welding Material Impact absorption energy
中图分类号:TB497 文献标志码:B
文章编号:2095-2465(2023)08-0046-04 DOI: 10.19919/j.issn.2095-2465.2023.08.011
作者简介:吕拴录(1957 ~ ),男,本科,教授级高级工程
师,从事石油管材失效分析、技术监督和科研工作。
通讯作者:黄飞,E-mail:huangfei289@163.com。
(收稿日期:2023-03-25)
标准既注重工程互换,保证不同生产厂家按标准
制造的产品都能互换和配合,方便用户采购与现场管
理和使用;又不限制生产厂家采用新技术、新工艺,
提高产品质量和安全可靠性,以满足用户的各种需要。
标准虽有技术要求、试验方法和检验规则等,但要求
均为基本要求、最低要求,内容比较宽泛,适用性也
未能清楚界定。因此,仅依靠标准并不能满足所有用
户的工程需要 [1]。
大量失效分析认为,产品失效原因与订货标准有
关,也与使用操作有关。订货标准要求的技术条款不
能满足实际使用工况,最终在使用过程中发生了大量
失效事故 [2-3]。由于设计不合理和使用操作不规范导致
产品非正常损坏,发生的失效事故更多。
为了保证产品满足用户使用工况要求,防止失效
事故发生,用户订货技术协议在标准的基础上会增加
订货补充技术条款。
订货技术协议是用户依据工况条件而制定的产品
技术要求,并征得生产厂同意,双方签字确认后生效。
订货技术协议是工厂生产的依据。工厂生产用户需要
的产品,首先应当制定生产技术规范。生产技术规范
一般由了解产品使用工况条件,熟悉产品制造工艺流
程的技术专家等依据订货技术协议编写,并依据技术
协议要求进行试验和检验。生产技术规范和试验方案
应广泛听取工厂各个生产技术部门的意见,经过工厂
有关部门和专家审批才能实施。
工厂在生产技术规范中对技术协议中用户的特殊
要求应专门列出,并说明遇到订货技术协议与工厂相
关技术规范和标准不一致的情况,应当以技术协议为

